一种避焊合线的模具结构的制作方法
本技术涉及模具设计,具体为一种避焊合线的模具结构。
背景技术:
1、随着社会的向前发展,对铝合金型材的性能要求越来越高,传统的模具设计已经不能满足承受有突变载荷要求的工业型材。
2、现有技术中,为了对铝型材进行更好的提高性能,会对铝型材进行碱洗或阳极氧化的作用。
3、但是,铝型材在碱洗或阳极氧化后,表面会出现或明或暗的条纹,我们称之为焊合线,焊合条纹的地方与型材其余部分形成较大的色差,影响其可视的装饰外观,不被客户接受。
技术实现思路
1、本实用新型的目的在于提供一种避焊合线的模具结构,以解决上述背景技术中提出的问题。
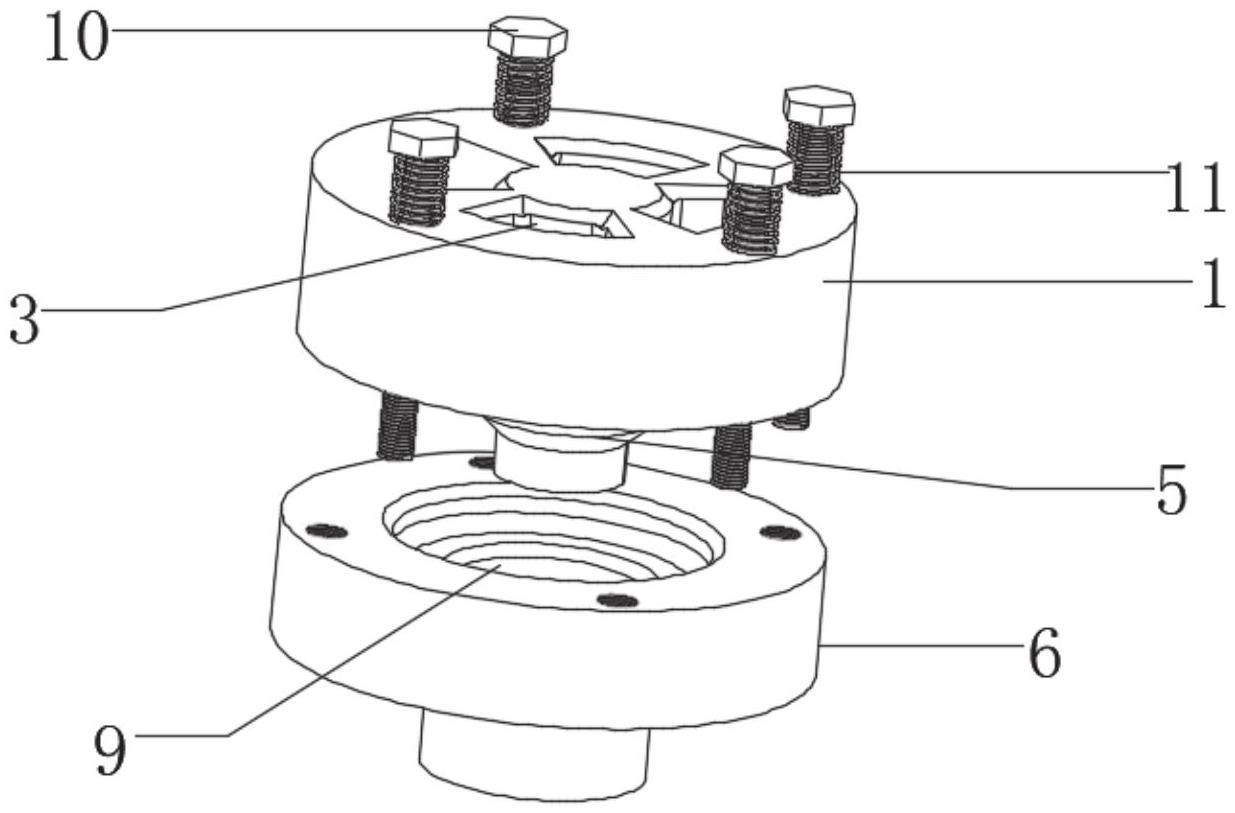
2、为实现上述目的,本实用新型提供如下技术方案:一种避焊合线的模具结构,所述一种避焊合线的模具结构包括:上模具,上模具表面开设有螺纹孔,上模具表面开设有导流孔,导流孔侧面设置有模桥,上模具内设置有模芯;
3、下模具,下模具表面开设有焊合腔,下模具表面开设有第二螺纹孔,下模具内部开设有空刀。
4、优选的,所述螺纹孔内设置有螺栓,螺栓表面套设有弹簧,螺栓设置有多组,多组螺栓关于上模具表面有规律的呈圆形排列。
5、优选的,所述弹簧一端固定连接在螺栓上,弹簧另一端固定连接在上模具表面。
6、优选的,所述导流孔设置有多组,多组导流孔关于上模具表面有规律的呈圆形排列。
7、优选的,所述模桥表面设置有倒角,模桥设置有多组,多组模桥围绕着上模具表面有规律的呈圆形排列。
8、优选的,所述焊合腔呈圆形板状结构,焊合腔直径小于下模具外环面的直径长度。
9、与现有技术相比,本实用新型的有益效果是:
10、本实用提出的一种避焊合线的模具结构,使用时,铝棒被模具导流孔分成若干股金属流,在焊合腔合成一体后在流出模孔。若焊合室高度小于未完全焊合区,金属流尚未完全焊合就已经到达模孔成型,这样挤出的型材表面容易形成焊合条纹,因此,设计时提前预判,使得焊合腔高度大于未完全焊合区,也就是预留出部分作为完全焊合区,使焊合腔变高,金属流可以充分焊合,形成一定的静压力在流出模孔成型,这样避免了铝型材在碱洗或阳极氧化后,表面会出现或明或暗的条纹,我们称之为焊合线,焊合条纹的地方与型材其余部分形成较大的色差,影响其可视的装饰外观,不被客户接受的问题。
技术特征:
1.一种避焊合线的模具结构,其特征在于:所述一种避焊合线的模具结构包括:上模具(1),上模具(1)表面开设有螺纹孔(2),上模具(1)表面开设有导流孔(3),导流孔(3)侧面设置有模桥(4),上模具(1)内设置有模芯(5);
2.根据权利要求1所述的一种避焊合线的模具结构,其特征在于:所述螺纹孔(2)内设置有螺栓(10),螺栓(10)表面套设有弹簧(11),螺栓(10)设置有多组,多组螺栓(10)关于上模具(1)表面有规律的呈圆形排列。
3.根据权利要求2所述的一种避焊合线的模具结构,其特征在于:所述弹簧(11)一端固定连接在螺栓(10)上,弹簧(11)另一端固定连接在上模具(1)表面。
4.根据权利要求3所述的一种避焊合线的模具结构,其特征在于:所述导流孔(3)设置有多组,多组导流孔(3)关于上模具(1)表面有规律的呈圆形排列。
5.根据权利要求4所述的一种避焊合线的模具结构,其特征在于:所述模桥(4)表面设置有倒角(12),模桥(4)设置有多组,多组模桥(4)围绕着上模具(1)表面有规律的呈圆形排列。
6.根据权利要求5所述的一种避焊合线的模具结构,其特征在于:所述焊合腔(7)呈圆形板状结构,焊合腔(7)直径小于下模具(6)外环面的直径长度。
技术总结
本技术涉及模具设计技术领域,具体为一种避焊合线的模具结构,包括:上模具,上模具表面开设有导流孔,导流孔侧面设置有模桥,上模具内设置有模芯。下模具表面开设有焊合腔;有益效果为:本实用提出的一种避焊合线的模具结构,使用时,铝棒被模具导流孔分成若干股金属流,在焊合腔合成一体后在流出模孔。若焊合室高度小于未完全焊合区,金属流尚未完全焊合就已经到达模孔成型,这样挤出的型材表面容易形成焊合条纹,因此,设计时提前预判,使得焊合腔高度大于未完全焊合区,也就是预留出部分作为完全焊合区,使焊合腔变高,金属流可以充分焊合,形成一定的静压力在流出模孔成型这样可避免形成焊合线问题。
技术研发人员:毕兆军
受保护的技术使用者:青岛海正轻合金有限公司
技术研发日:20230202
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!