单银点铆压机的制作方法
本技术属于铆压机,涉及单银点铆压机。
背景技术:
1、铆压机是利用冲压机设备和专用连接模具通过一个瞬间强高压加工过程,依据板件本身材料的冷挤压变形,形成一个具有一定抗拉和抗剪强度的无应力集中内部镶嵌圆点,即可将不同材质不同厚度的两层或多层板件连接起来。汽车座椅调节开关核心开关组件中的静触片部件上的静触点,在生产制造中,需要进行铆接,该过程一般采用人工手动铆压机铆压,人工目视检验,效率低,人工取件,肢体有概率接触银触点和动触片电镀层表面使触点和镀层表面氧化腐蚀,手动铆压机铆压过程中存在人工受伤风险,且每次施力存在波动,造成品检验及合格率无法控制在理想范围。
2、因此,本实用新型提供一种单银点铆压机,解决以上问题。
技术实现思路
1、鉴于现有技术中所存在的问题,本实用新型公开了单银点铆压机,采用的技术方案是,包括工作台,所述工作台的前侧设置振动盘放置台,所述振动盘放置台上安装静触片送料震动盘,所述静触片送料震动盘的出料口与静触片直震送料机构的直震轨道的前端连接,所述静触片直震送料机构安装在所述工作台的上表面前侧靠左的位置,所述静触片直震送料机构直震轨道的后端设置推料滑块,所述推料滑块左侧与进料推送气缸的输出轴固定连接,所述推料滑块后侧的工作台安装转盘驱动机构,所述转盘驱动机构的转盘的圆周边缘逆时针圆周阵列设置上料固定模块、触点吸放模块、触点检测光纤控制器、触点铆压气缸、铆压检测光纤控制器、下料推杆模块。
2、作为本实用新型的一种优选方案,所述静触片直震送料机构的右侧的工作台安装直震控制器,所述直震控制器的前侧的工作台安装静触片振动盘控制器。
3、作为本实用新型的一种优选方案,所述推料滑块始点的前侧设置有进料到位检测光纤控制器;通过采用到位检测光纤控制器,确保推料滑块与静触片确实接触,确保来料的准确性。
4、作为本实用新型的一种优选方案,所述触点吸放模块下部的工作台面设置有静触点送料振动盘,所述静触点送料振动盘后侧左端的工作台安装触点振动盘控制器,所述触点吸放模块气缸的行程终点的一侧还设置有触点推送气缸,所述触点吸放模块安装在触点横移气缸的输出轴上,所述触点横移气缸的输出轴的左端设置有触点推送气缸限螺栓;触点铆接头中心和静触片触点孔的中心通过触点推送气缸限位螺栓进行调整,确保触点铆接头中心和静触片触点孔的中心同心。
5、作为本实用新型的一种优选方案,所述触点铆压气缸的前端安装有触点铆压模头;通过触点铆压模头与静触片进行对接。
6、作为本实用新型的一种优选方案,所述下料推杆模块安装在下料气缸的输出轴上,所述下料气缸的前侧下部设置良次品区分气缸,所述良次品区分气缸的输出轴后侧的下部设置下料通道;通过良次品区分气缸动作,江南良次品进行自动区分。
7、本实用新型的有益效果:通过该单银点铆压机的设计,通过转盘驱动机构转动将静触片转动至各个工位,依次自动完成上料、静触片触点铆接、静触点铆压以及静触点是否铆接合格检验等工序,切断了员工和零部件的直接接触,避免了触点表面和镀层表面收污染腐蚀的可能性,保证产品较高的合格率,避免了人工操作的潜在安全隐患,设备可实时记录不良品数量,当天产量,分均产量,同时,各工位均设有材料到位和未到位感应装置,断料缺料或各工位工作异常按个性化设置不良次数自动停机报警。
技术特征:
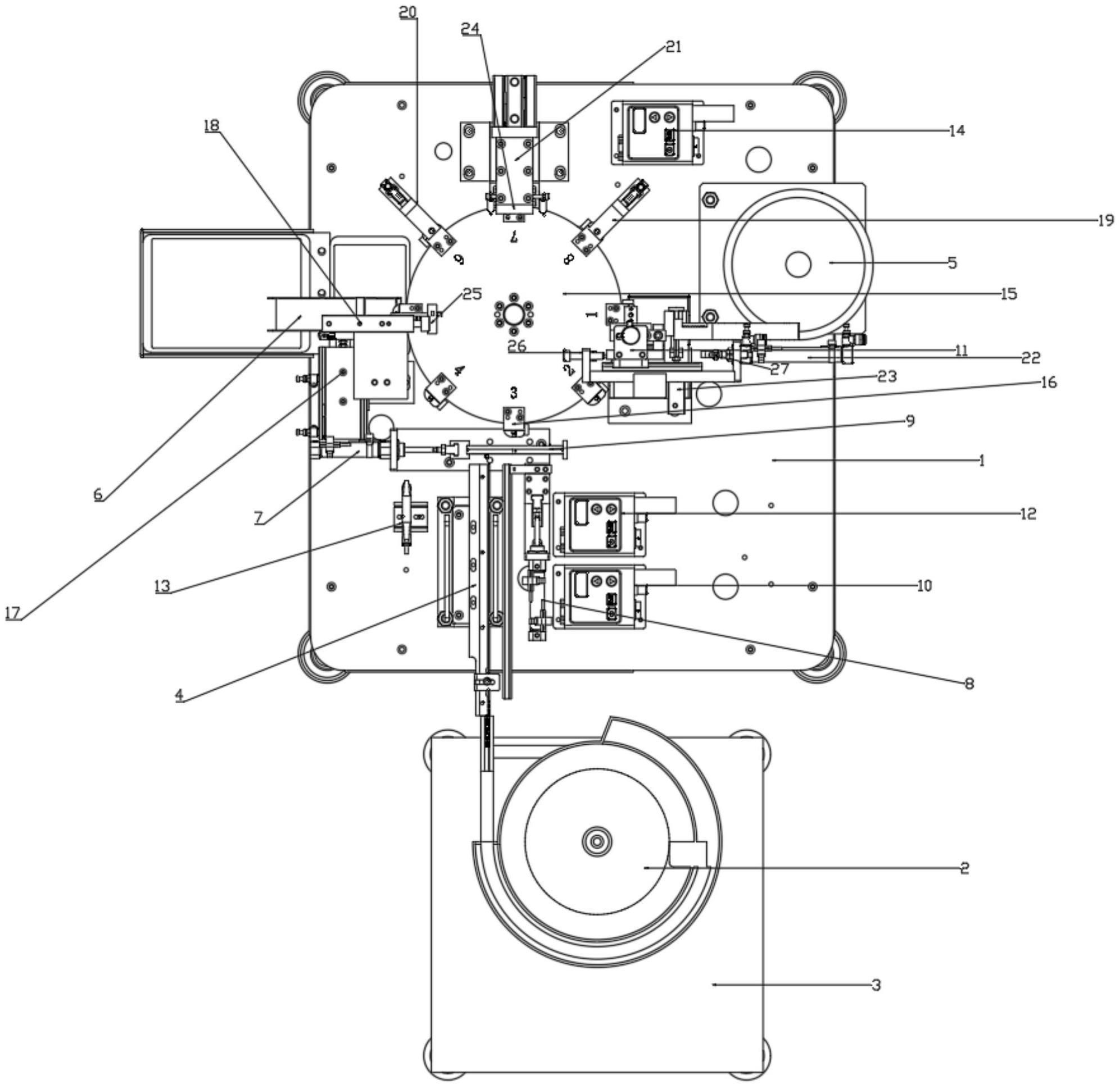
1.单银点铆压机,其特征在于:包括工作台(1),所述工作台(1)的前侧设置振动盘放置台(3),所述振动盘放置台(3)上安装静触片送料震动盘(2),所述静触片送料震动盘(2)的出料口与静触片直震送料机构(4)的直震轨道的前端连接,所述静触片直震送料机构(4)安装在所述工作台(1)的上表面前侧靠左的位置,所述静触片直震送料机构(4)直震轨道的后端设置推料滑块(9),所述推料滑块(9)左侧与进料推送气缸(7)的输出轴固定连接,所述推料滑块(9)后侧的工作台安装转盘驱动机构(15),所述转盘驱动机构(15)的转盘的圆周边缘逆时针圆周阵列设置上料固定模块(16)、触点吸放模块(11)、触点检测光纤控制器(19)、触点铆压气缸(21)、铆压检测光纤控制器(20)、下料推杆模块(25)。
2.根据权利要求1所述的单银点铆压机,其特征在于:所述静触片直震送料机构(4)的右侧的工作台安装直震控制器(12),所述直震控制器(12)的前侧的工作台安装静触片振动盘控制器(10)。
3.根据权利要求1所述的单银点铆压机,其特征在于:所述推料滑块(9)始点的前侧设置有进料到位检测光纤控制器(13)。
4.根据权利要求1所述的单银点铆压机,其特征在于:所述触点吸放模块(11)下部的工作台面设置有静触点送料振动盘(5),所述静触点送料振动盘(5)后侧左端的工作台安装触点振动盘控制器(14),所述触点吸放模块(11)气缸的行程终点的一侧还设置有触点推送气缸(22),所述触点吸放模块(11)安装在触点横移气缸(23)的输出轴上,所述触点横移气缸(23)的输出轴的左端设置有触点推送气缸限螺栓(26)。
5.根据权利要求1所述的单银点铆压机,其特征在于:所述触点铆压气缸(21)的前端安装有触点铆压模头(24)。
6.根据权利要求1所述的单银点铆压机,其特征在于:所述下料推杆模块(25)安装在下料气缸(18)的输出轴上,所述下料气缸(18)的前侧下部设置良次品区分气缸(17),所述良次品区分气缸(17)的输出轴后侧的下部设置下料通道(6)。
技术总结
本技术涉及单银点铆压机。采用的技术方案是:包括工作台,工作台的前侧设置振动盘放置台,振动盘放置台上安装静触片送料震动盘,静触片送料震动盘的出料口与静触片直震送料机构的直震轨道的前端连接,静触片直震送料机构安装在工作台的上表面前侧靠左的位置,静触片直震送料机构直震轨道的后端设置推料滑块,推料滑块左侧与进料推送气缸的输出轴固定连接,推料滑块后侧的工作台安装转盘驱动机构,转盘驱动机构的转盘的圆周边缘逆时针圆周阵列设置上料固定模块、触点吸放模块、触点检测光纤控制器、触点铆压气缸、铆压检测光纤控制器、下料推杆模块。本技术的有益效果:自动上料、铆压以及良次品检验,避免人工干预,提高产品合格率。
技术研发人员:胡栋,徐乐伟
受保护的技术使用者:宁波东津汽车零部件有限公司
技术研发日:20230213
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!