一种批头压装装置的制作方法
本技术涉及批头装配,特别涉及一种批头压装装置。
背景技术:
1、批头,通常指安装到手电钻或者电锤上面拧螺丝的螺丝刀头。批头在生产出来后,需要将多个不同型号的批头压装在批头座上,使得用户在实用时可以选择所需的批头。
2、以前通常采用人工装配的方式将批头压装在批头座上,人工成本高且效率低下;此外人工插装批头的力度无法控制,对于不同的用户而言存在无法从批头座上取下批头的情况,降低用户的实用体验。
3、随着自动化设备的不断发展,出现了自动化装配批头与批头座的设备,如公告号:cn217493289u,名称:一种胶条座轨道式螺丝批头全自动装配机,该申请公开了螺丝批头供给机构包括螺丝批头振动盘、螺丝批头供给轨道和螺丝批头下料管,螺丝批头下料管的一端朝向所述螺丝批头供给轨道的端部。上述自动装配机的不足在于振动盘通过供给轨道直接与下料管连接,一方面振动盘持续振动过程中无法控制进入下料管内进入批头的数量,另一方面因批头具有一定长度,在供给轨道与下料管的连接处存在卡料的情况,导致上料情况不稳定。
4、因而现有技术还有待改进和提高。
技术实现思路
1、鉴于上述现有技术的不足之处,本实用新型的目的在于提供一种批头压装装置,旨在解决现有技术中批头压装机上料不稳定的情况。
2、为了达到上述目的,本实用新型采取了以下技术方案:
3、一种批头压装装置,包括批头上料机构、错料机构、推料机构、滑料轨道和送料压装机构;所述批头上料机构设置于所述推料机构的一侧,且所述批头上料机构的上料口与所述滑料轨道的进料口错位设置,所述错料机构设置于所述推料机构和所述滑料轨道的之间,用于将所述批头上料机构上料的批头输送至所述滑料轨道的进料口的一侧;所述送料压装机构的下方设置有用于插装批头的批头座,所述送料压装机构设置于所述滑料轨道的一侧,用于将批头运送至批头座的上方并将批头压装在批头座上。
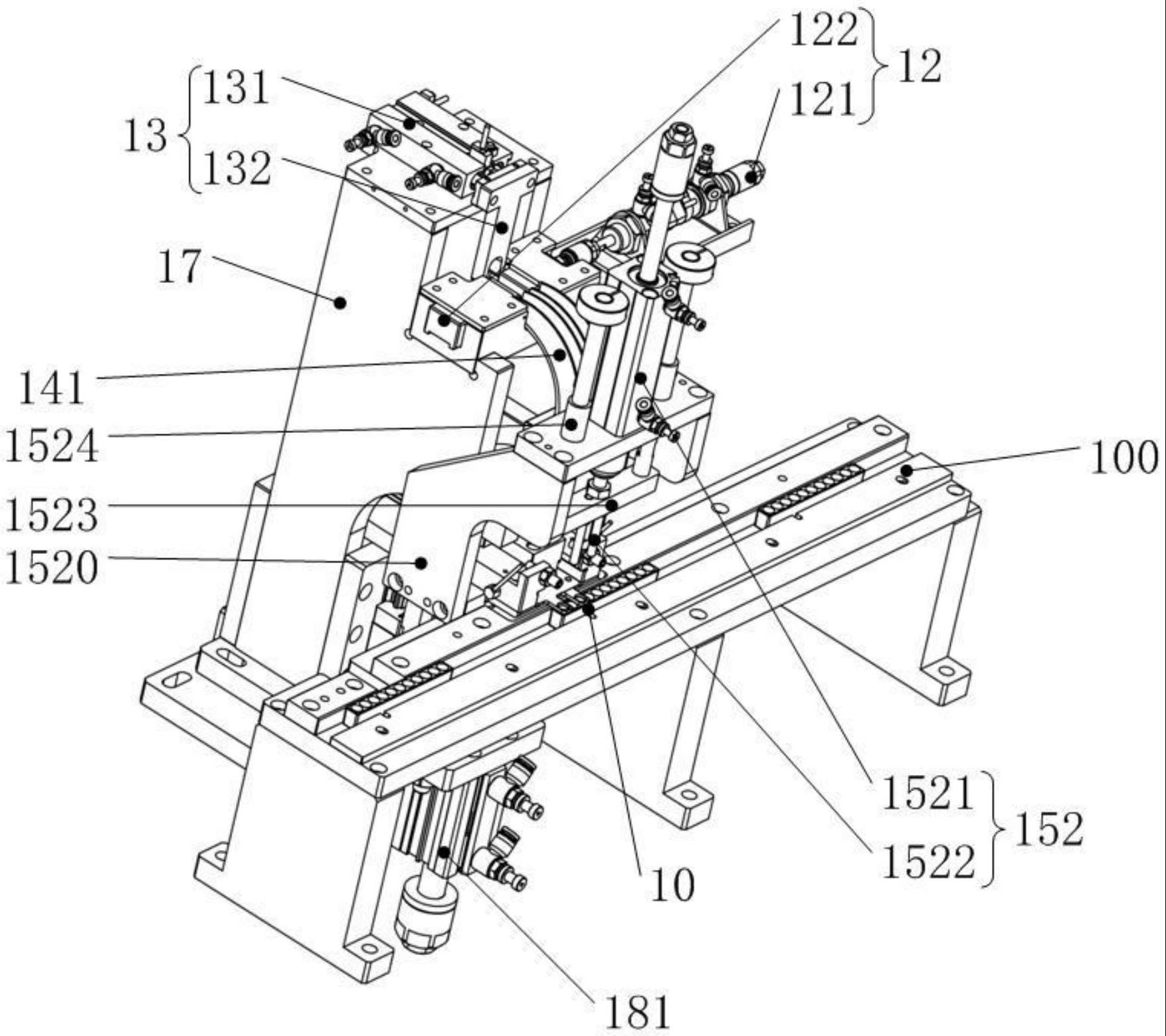
4、所述送料压装机构包括靠所述滑料轨道的出料口设置的导向组件和垂直于所述导向组件设置的压装组件,所述压装组件设置于所述批头座的上方,所述导向组件用于承接所述滑料轨道出料的批头,并运送批头至压装组件的下方以使压装组件将批头压装至批头座上。
5、所述导向组件包括导向驱动件和导向件,所述导向件上设置有导向孔,所述导向驱动件用于带动所述导向件往复移动,以使所述导向孔与所述滑料轨道的出料口或所述批头座上的压装孔相配合。
6、所述导向组件还包括限位件,两所述限位件相对设置,以构成用于引导所述导向件移动的限位空间,所述限位件上设置有用于检测所述滑料轨道的出料口是否有批头出料的出料检测件。
7、每个所述限位件上设置有两个用于定位所述导向件移动距离的定位件。
8、所述错料机构包括错料驱动件和错料件,所述错料件上设置有错料槽,所述驱动件的输出端与所述错料件联接,用于带动所述错料槽与所述批头上料机构的上料口或所述滑料轨道的进料口相适配。
9、所述滑料轨道包括引导件和用于固定所述引导件的固定块,所述引导件上设置有用于引导批头进入所述滑料轨道的曲面,所述引导件与所述固定块插接。
10、所述推料机构包括推料驱动件和推板,所述推板的上端与所述推料驱动件连接,所述推板的下端用于推动所述错料组件上的批头进入所述滑料轨道。
11、所述压装组件通过支撑架设置于所述批头座的上方,所述压装组件包括设置于所述支撑架上的压装驱动件和用于压装批头的压装件,所述压装驱动件的输出端与压装件连接。
12、所述导向组件的下端设置有顶升机构,所述顶升机构包括顶升驱动件、顶升件和支撑底板,所述导向组件设置于支撑底板上且所述支撑架与支撑底板的两侧连接,所述顶升件的上端与支撑底板连接,所述顶升件的下端与顶升驱动件连接。
13、相较于现有技术,本实用新型提供的一种批头压装装置,包括批头上料机构、错料机构、推料机构、滑料轨道和送料压装机构;所述批头上料机构设置于所述推料机构的一侧,且所述批头上料机构的上料口与所述滑料轨道的进料口错位设置,所述错料机构设置于所述推料机构和所述滑料轨道的之间,用于将所述批头上料机构上料的批头输送至所述滑料轨道的进料口的一侧;所述送料压装机构的下方设置有用于插装批头的批头座,所述送料压装机构设置于所述滑料轨道的一侧,用于将批头运送至批头座的上方并将批头压装在批头座上。本实用新型通过所述错料机构在对前一批头上料的同时对后一批头进行阻挡,实现了错料功能,避免了现有技术中批头压装机上料不稳定的情况。此外,在前一批头进入滑料轨道后,批头上料机构可将下一批头输送至错料机构上,待前一批头压装至批头座,推料机构即可推动下一批头进入滑料轨道,减少了上料的间隔时间,提高了批头压装的效率。
技术特征:
1.一种批头压装装置,其特征在于,包括批头上料机构、错料机构、推料机构、滑料轨道和送料压装机构;所述批头上料机构设置于所述推料机构的一侧,且所述批头上料机构的上料口与所述滑料轨道的进料口错位设置,所述错料机构设置于所述推料机构和所述滑料轨道的之间,用于将所述批头上料机构上料的批头输送至所述滑料轨道的进料口的一侧;所述送料压装机构的下方设置有用于插装批头的批头座,所述送料压装机构设置于所述滑料轨道的一侧,用于将批头运送至批头座的上方并将批头压装在批头座上。
2.根据权利要求1所述的批头压装装置,其特征在于,所述送料压装机构包括靠所述滑料轨道的出料口设置的导向组件和垂直于所述导向组件设置的压装组件,所述压装组件设置于所述批头座的上方,所述导向组件用于承接所述滑料轨道出料的批头,并运送批头至压装组件的下方以使压装组件将批头压装至批头座上。
3.根据权利要求2所述的批头压装装置,其特征在于,所述导向组件包括导向驱动件和导向件,所述导向件上设置有导向孔,所述导向驱动件用于带动所述导向件往复移动,以使所述导向孔与所述滑料轨道的出料口或所述批头座上的压装孔相配合。
4.根据权利要求3所述的批头压装装置,其特征在于,所述导向组件还包括限位件,两所述限位件相对设置,以构成用于引导所述导向件移动的限位空间,所述限位件上设置有用于检测所述滑料轨道的出料口是否有批头出料的出料检测件。
5.根据权利要求4所述的批头压装装置,其特征在于,每个所述限位件上设置有两个用于定位所述导向件移动距离的定位件。
6.根据权利要求1所述的批头压装装置,其特征在于,所述错料机构包括错料驱动件和错料件,所述错料件上设置有错料槽,所述驱动件的输出端与所述错料件联接,用于带动所述错料槽与所述批头上料机构的上料口或所述滑料轨道的进料口相适配。
7.根据权利要求1所述的批头压装装置,其特征在于,所述滑料轨道包括引导件和用于固定所述引导件的固定块,所述引导件上设置有用于引导批头进入所述滑料轨道的曲面,所述引导件与所述固定块插接。
8.根据权利要求1所述的批头压装装置,其特征在于,所述推料机构包括推料驱动件和推板,所述推板的上端与所述推料驱动件连接,所述推板的下端用于推动所述错料组件上的批头进入所述滑料轨道。
9.根据权利要求2所述的批头压装装置,其特征在于,所述压装组件通过支撑架设置于所述批头座的上方,所述压装组件包括设置于所述支撑架上的压装驱动件和用于压装批头的压装件,所述压装驱动件的输出端与压装件连接。
10.根据权利要求9所述的批头压装装置,其特征在于,所述导向组件的下端设置有顶升机构,所述顶升机构包括顶升驱动件、顶升件和支撑底板,所述导向组件设置于支撑底板上且所述支撑架与支撑底板的两侧连接,所述顶升件的上端与支撑底板连接,所述顶升件的下端与顶升驱动件连接。
技术总结
本技术公开了一种批头压装装置,包括批头上料机构、错料机构、推料机构、滑料轨道和送料压装机构;所述批头上料机构设置于所述推料机构的一侧,且所述批头上料机构的上料口与所述滑料轨道的进料口错位设置,所述错料机构设置于所述推料机构和所述滑料轨道的之间,用于将所述批头上料机构上料的批头输送至所述滑料轨道的进料口的一侧;所述送料压装机构的下方设置有用于插装批头的批头座,所述送料压装机构设置于所述滑料轨道的一侧,用于将批头运送至批头座的上方并将批头压装在批头座上。本技术通过所述错料机构在对前一批头上料的同时对后一批头进行阻挡,实现了错料功能,避免了现有技术中批头压装机上料不稳定的情况。
技术研发人员:杨波,查茂和
受保护的技术使用者:深圳孚视科技有限公司
技术研发日:20230213
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!