一种异形件钻孔工装的制作方法
本技术属于加工夹具,具体涉及一种异形件钻孔工装。
背景技术:
1、在机械加工领域经常要对工件进行钻孔作业,异形钻孔加工也尤为常见,工件在钻孔的过程中的定位是影响钻孔好坏的重要因素。现有的钻孔加工方式,是将需要钻孔的工件,放进加工中心的夹具上固定,进行钻孔,而批量性的加工,工件与夹具的拆卸便捷性的非常重要。
2、申请号为cn201810702750.1的中国专利公开了一种钻孔工装和钻孔方法,包括用于与工作平台固定连接的铰接座、根部通过铰接结构铰接在铰接座上的旋转臂以及安装在旋转臂的端部上的钻床;旋转臂能够绕铰接结构的铰接轴线旋转,钻床的钻头的中心轴线与铰接轴线垂直且共面,钻头的根部指向铰接轴线。
3、但随着申请人的进一步研究,发现由于该技术方案中工件与夹具之间的拆卸及装配较为不便,需要对夹具螺母完全松动后才能取下工件,在工件装配时,还得将多个零散的夹具各部件与工件抵接后,用螺母固定,造成工装拿取不便,这样的加工方式劳动强度大,效率低下。
技术实现思路
1、为了解决上述技术问题,本实用新型采用了如下技术方案:
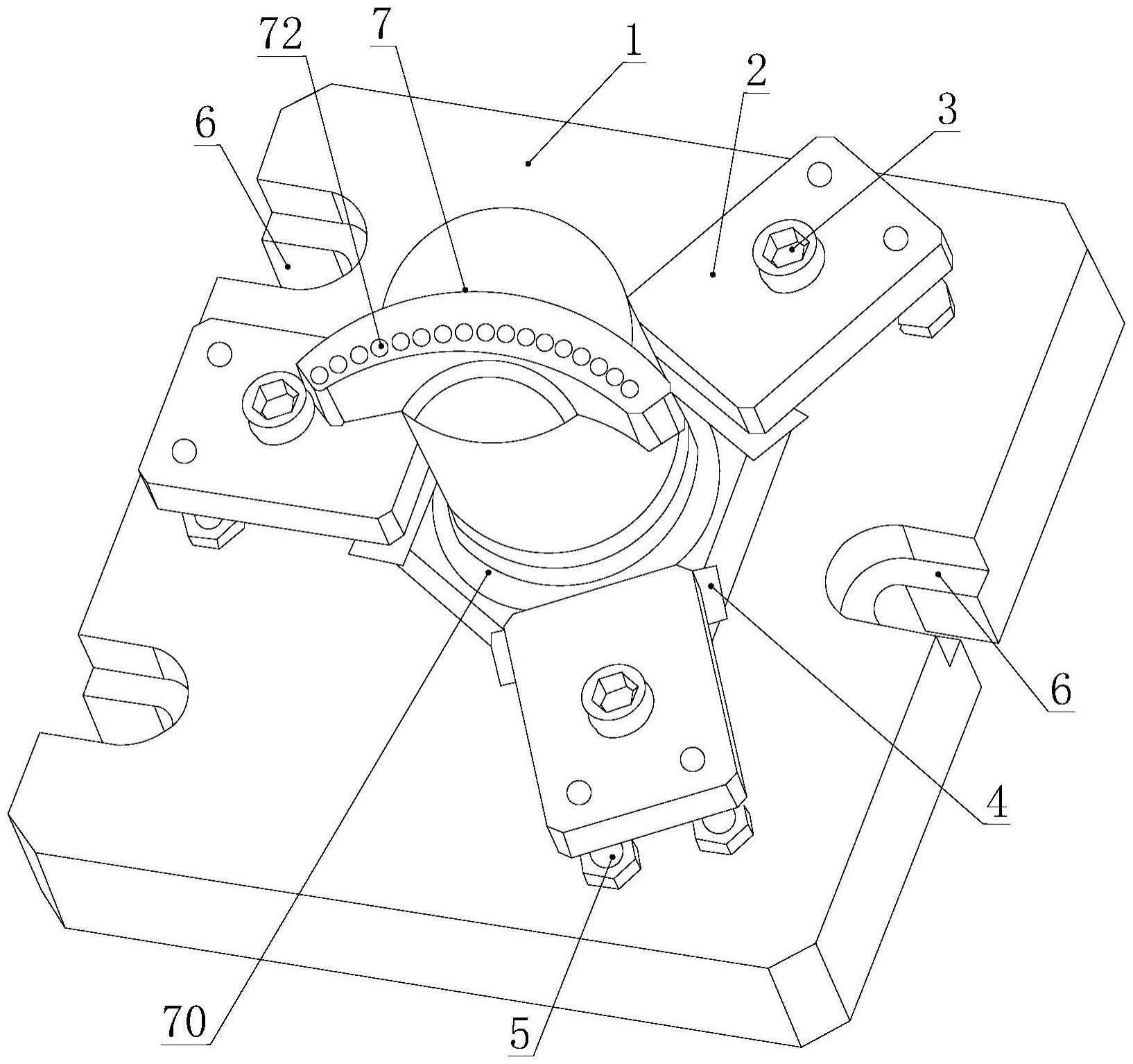
2、包括安装平台,所述安装平台中心处开设有用于工件底部插入的安装槽;
3、若干个螺纹孔,开设于所述安装平台上,且环绕于工件的外侧;
4、压板,平行设置于所述安装平台上部;
5、销钉,与所述螺纹孔数量一致,用于在所述螺纹孔开设位置处将对应的压板与安装平台相连接;
6、若干个限位柱,环绕于所述安装槽外周且与所述安装平台相连接。
7、进一步,所述压板朝向工件一侧的底部设置有铜片。
8、进一步,所述铜片的宽度大于压板的宽度。
9、进一步,还包括调节螺杆,所述调节螺杆设置于所述压板与安装平台之间,所述调节螺杆与压板相连接。
10、进一步,所述压板数量为三个,相邻两个所述压板之间呈120度夹角。
11、进一步,所述安装平台相对的两侧均开设有u型槽。
12、本实用新型与现有技术相比,具有如下有益效果:
13、本工装易用于工件的快速装夹,其安装平台提供加工基准面,在机床上对工件找正定位过程简便,定位较准,在安装平台上设置螺纹孔,利用销钉将压板固定,实现工件的准确定位与夹持固定,工件装配与拆卸时较为便捷,只需将销钉扭松,使压板与安装座产生一定间隙后,手动旋转压板,使压板前端脱离工件,即可完成工件的快速拆装。
技术特征:
1.一种异形件钻孔工装,其特征在于,包括:
2.如权利要求1所述的一种异形件钻孔工装,其特征在于:所述压板朝向工件一侧的底部设置有铜片。
3.如权利要求2所述的一种异形件钻孔工装,其特征在于:所述铜片的宽度大于压板的宽度。
4.如权利要求1所述的一种异形件钻孔工装,其特征在于:还包括调节螺杆,所述调节螺杆设置于所述压板与安装平台之间,所述调节螺杆与压板相连接。
5.如权利要求1所述的一种异形件钻孔工装,其特征在于:所述压板数量为三个,相邻两个所述压板之间呈120度夹角。
6.如权利要求1-5中任一项所述的一种异形件钻孔工装,其特征在于:所述安装平台相对的两侧均开设有u型槽。
技术总结
本技术属于加工夹具技术领域,具体涉及一种异形件钻孔工装,包括安装平台,所述安装平台中央处用于工件的放置;若干个螺纹孔,开设于所述安装平台上,且环绕于工件的外侧;压板,平行设置于所述安装平台上部;销钉,与所述螺纹孔数量一致,用于在所述螺纹孔开设位置处将对应的压板与安装平台相连接,本技术利用销钉将压板固定,实现工件的准确定位与夹持固定,工件装配与拆卸时较为便捷,只需将销钉扭松,使压板与工件产生一定间隙后,手动旋转压板,使压板前端脱离工件,即可完成工件的快速拆装。
技术研发人员:胡恩玉,安敬,章明
受保护的技术使用者:四川福能精密机械设备有限公司
技术研发日:20230207
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!