锆管焊接工装模块的制作方法
本技术涉及一种焊接工装,尤其涉及锆管焊接用的工装模块。
背景技术:
1、锆及锆合金属于稀有金属,受高温后极易与氧、氢等发生反应变色,通常温度≥200℃就会开始发生反应。焊接是一个加热→熔化→凝固的过程,部件受热量大,所以对于高温部位需要使用惰性气体隔绝空气以避免氧化,通常使用纯度99.998%以上的氩气进行保护。
2、目前针对锆及锆合金的氩弧焊焊接通常使用拖罩方式进行尾部的气体保护。拖罩固定于焊枪之上,并通过气管连接99.999%的氩气,对于焊接的热影响区(高温)进行气体保护,但是这样的方式保护范围小,工人操作不方便,焊接过程中容易造成保护失效,零件变色。使用本专利工装,能使部件完全被工装包裹,高温部位完全置于保护气氛中,可以获得更好的保护效果;另搭配焊接变位机能进行机械化焊接,提高焊接效率。
技术实现思路
1、为解决上述技术问题,本实用新型的目的是提供一种锆管焊接工装模块,包括左右对称设置的左模块和右模块,左模块和右模块的后端通过铰链实现铰接连接,左模块和右模块的前端通过搭扣实现固定,左模块和右模块组合构成工装模块,工装模块具有容纳锆管的焊接腔体,工装模块还具有与焊接腔体相通的气管插入快接接头,焊接腔体内设置有与气管插入快接接头相配合的中空过滤孔板。
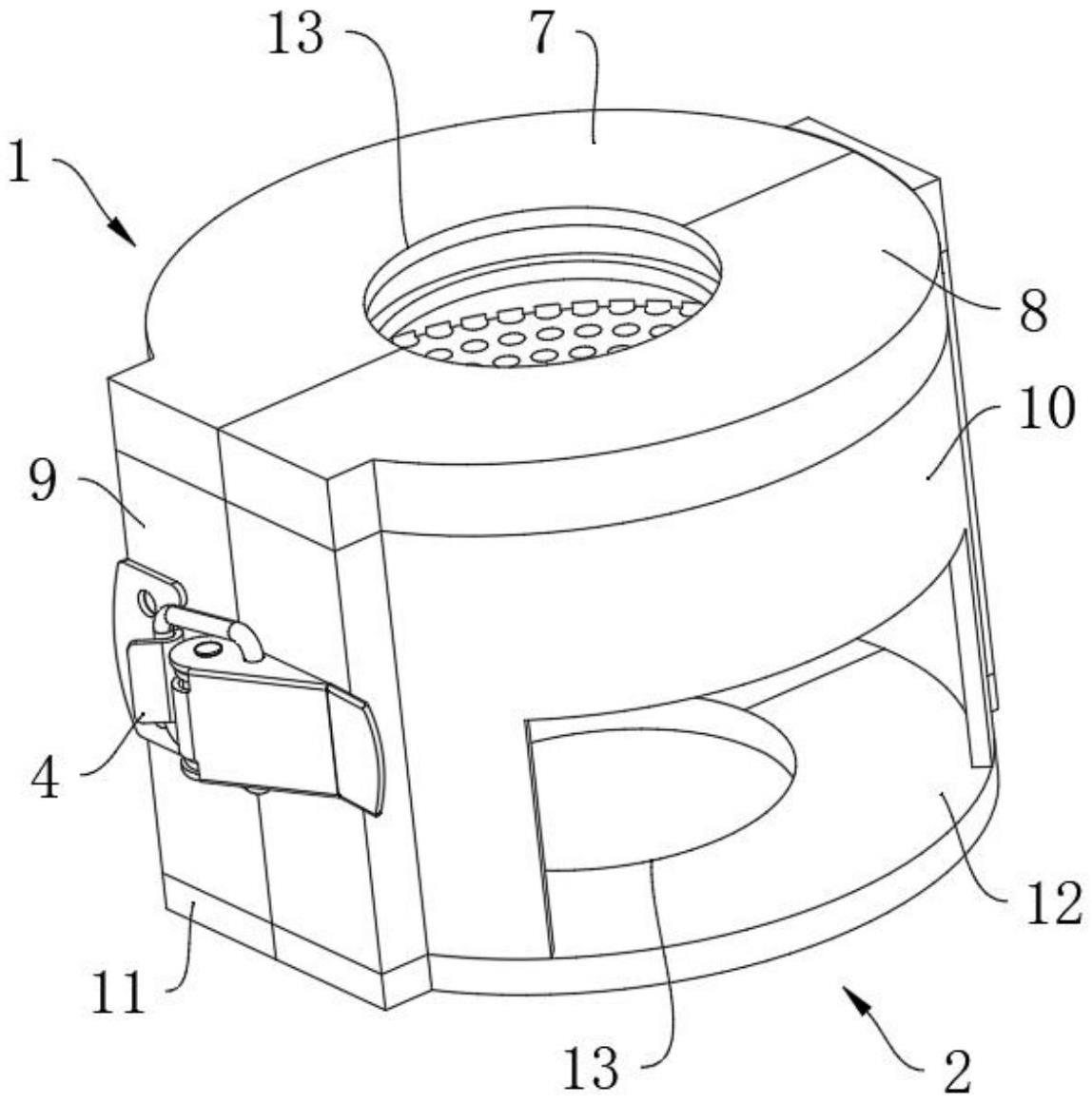
2、优选的,左模块和右模块为形状、大小相匹配的对称结构,左模块和右模块分别具有左上盖板和右上盖板、左主体块和右主体块、左下盖板和右下盖板,当左模块和右模块组合构成工装模块时,左上盖板和右上盖板构成上盖板,左主体块和右主体块构成主体块,左下盖板和右下盖板构成下盖板。
3、优选的,左上盖板和右上盖板及左下盖板和右下盖板均开有与锆管外壁相匹配的限位缺口,且左上盖板和右上盖板位于限位缺口的下沿处开有密封圈安装槽。
4、优选的,左主体块的块身固定设置有气管插入快接接头,右主体块的块身开设有焊接操作口。
5、优选的,气管插入快接接头位于左上盖板与中空过滤孔板之间。
6、优选的,中空过滤孔板为左右对称的分体式结构。
7、借由上述方案,本发明至少具有以下优点:
8、本申请技术方案通过设计一种密闭的空腔结构,采用整体保护的方式替代现有的尾部拖罩局部保护。有效解决焊接件整体保护的问题,并且焊工便于操作,可以适用于较大电流的机械化焊接,提高了焊接效率。
9、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
技术特征:
1.一种锆管焊接工装模块,其特征在于:包括左右对称设置的左模块(1)和右模块(2),左模块(1)和右模块(2)的后端通过铰链(3)实现铰接连接,左模块(1)和右模块(2)的前端通过搭扣(4)实现固定,左模块(1)和右模块(2)组合构成工装模块,工装模块具有容纳锆管的焊接腔体,工装模块还具有与焊接腔体相通的气管插入快接接头(5),焊接腔体内设置有与气管插入快接接头(5)相配合的中空过滤孔板(6)。
2.根据权利要求1所述的锆管焊接工装模块,其特征在于:左模块(1)和右模块(2)为形状、大小相匹配的对称结构,左模块(1)和右模块(2)分别具有左上盖板(7)和右上盖板(8)、左主体块(9)和右主体块(10)、左下盖板(11)和右下盖板(12),当左模块(1)和右模块(2)组合构成工装模块时,左上盖板(7)和右上盖板(8)构成上盖板,左主体块(9)和右主体块(10)构成主体块,左下盖板(11)和右下盖板(12)构成下盖板。
3.根据权利要求2所述的锆管焊接工装模块,其特征在于:左上盖板(7)和右上盖板(8)及左下盖板(11)和右下盖板(12)均开有与锆管外壁相匹配的限位缺口(13),且左上盖板(7)和右上盖板(8)位于限位缺口(13)的下沿处开有密封圈安装槽(14)。
4.根据权利要求2所述的锆管焊接工装模块,其特征在于:左主体块(9)的块身固定设置有气管插入快接接头(5),右主体块(10)的块身开设有焊接操作口(15)。
5.根据权利要求1或2所述的锆管焊接工装模块,其特征在于:气管插入快接接头(5)位于左上盖板(7)与中空过滤孔板(6)之间。
6.根据权利要求1或2所述的锆管焊接工装模块,其特征在于:中空过滤孔板(6)为左右对称的分体式结构。
技术总结
本技术涉及一种锆管焊接工装模块,包括左右对称设置的左模块和右模块,左模块和右模块的后端通过铰链实现铰接连接,左模块和右模块的前端通过搭扣实现固定,左模块和右模块组合构成工装模块,工装模块具有容纳锆管的焊接腔体,工装模块还具有与焊接腔体相通的气管插入快接接头,焊接腔体内设置有与气管插入快接接头相配合的中空过滤孔板。本申请技术方案通过设计一种密闭的空腔结构,采用整体保护的方式替代现有的尾部拖罩局部保护。有效解决焊接件整体保护的问题,并且焊工便于操作,可以适用于较大电流的机械化焊接,提高了焊接效率。
技术研发人员:袁胜,李晓平
受保护的技术使用者:鲁尔泵(中国)有限公司
技术研发日:20230207
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!