线材切割装置的制作方法
本技术涉及线材加工,特别是涉及一种线材切割装置。
背景技术:
1、peek(聚醚醚酮)是一种工程塑料,在peek的形貌研究中,需要将peek与其它材料混合后进行熔化再模压成型,为了使peek与其它材料混合充分混合均匀,需要控制材料的形状尺寸。目前在市场上常见的peek颗粒多为直径3mm左右的圆柱形,该尺寸过大,无法满足使用要求。为此,需要通过对直径较小的线材peek进行剪裁以得到更小尺寸的peek颗粒。
2、然而,peek硬度较高,人工剪裁困难,剪裁效率低。
技术实现思路
1、基于此,有必要提供一种能够自动裁切peek的线材切割装置,从而提高peek线材的切割效率。
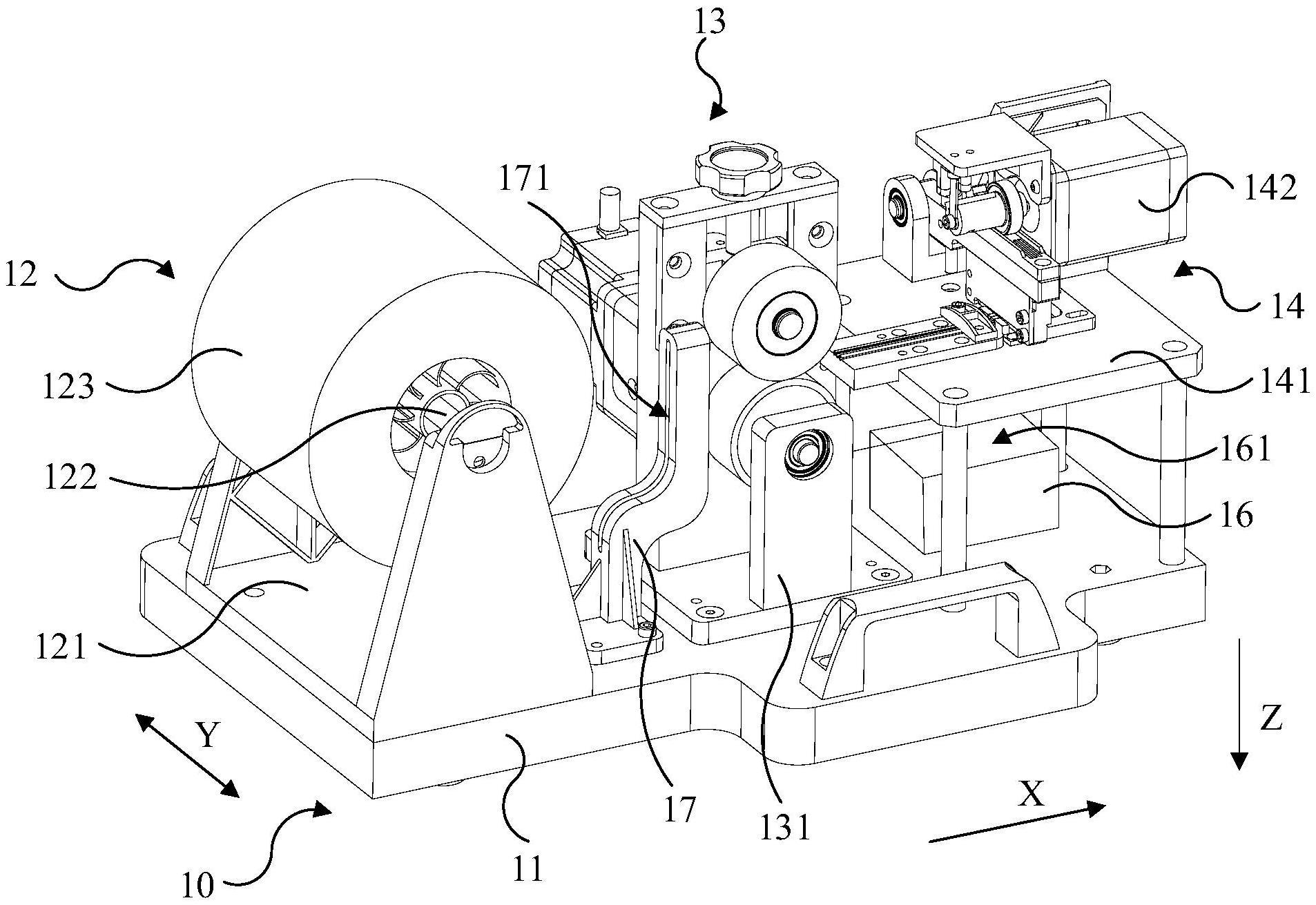
2、根据本申请的一个方面,提供一种线材切割装置,所述线材切割装置沿第一方向依次设有存料工位、送料工位和裁切工位;
3、所述线材切割装置包括:存料机构,设于所述存料工位,所述存料机构包括可转动设置的第一转动件,所述第一转动件用于绕设待切割线材;
4、送料机构,设于所述送料工位,所述送料机构配置为能够沿所述第一方向输送所述第一转动件上绕设的所述待切割线材;及
5、裁切机构,设于所述裁切工位,所述裁切机构用于裁切所述送料机构输送的所述待切割线材。
6、上述线材切割装置,沿第一方向依次设有存料工位、送料工位和裁切工位,通过在存料工位设置存料机构,以便存放待切割线材;通过在送料工位设置送料机构,以便将待切割线材从存料工位输送至切割工位;通过在裁切工位设置裁切机构,以便裁切送料机构输送的待切割线材。如此,通过依次设置的存料机构、送料机构和裁切机构,从而使线材切割装置自动裁切peek线材,提高了peek线材的切割效率。
7、在其中一个实施例中,所述送料机构包括:
8、沿第二方向相对设置的主动轮和从动轮,所述主动轮和所述从动轮之间用于放置所述第一转动件上绕设的所述待切割线材;
9、第一驱动件,用于驱动所述主动轮转动;及
10、调节组件,设于所述从动轮;所述调节组件被配置为能够使所述从动轮沿所述第二方向朝向或远离所述主动轮的方向移动,以压紧或放置所述待切割线材;
11、所述第一方向和所述第二方向彼此垂直。
12、在其中一个实施例中,所述调节组件包括:
13、第一调节件,可转动安装有所述从动轮;
14、第二调节件,可拆卸地连接于所述第一调节件;及
15、弹性件,配合于所述第二调节件和所述第一调节件之间,所述弹性件配置为使所述从动轮具有沿所述第二方向朝靠近所述主动轮的方向移动的运动趋势;
16、其中,所述第二调节件与所述第一调节件相分离,所述第一调节件能够在所述弹性件的作用下沿所述第二方向朝向所述主动轮移动,以压紧所述待切割线材;所述第二调节件与所述第一调节件相连接,所述第二调节件可带动所述第一调节件沿所述第二方向远离所述主动轮移动,以使所述从动轮与所述主动轮之间形成用于放置所述待切割线材的间隙。
17、在其中一个实施例中,所述主动轮和所述从动轮均为包胶轮。
18、在其中一个实施例中,所述裁切机构包括:
19、第二转动件;
20、裁切刀,设于所述第二转动件的一端,用于裁切所述待切割线材;
21、偏心轮,具有与所述偏心轮的中心最近的最近点和与所述偏心轮的中心最远的最远点;
22、第二驱动件,用于驱动所述偏心轮转动;所述偏心轮转动至所述最远点与所述第二转动件抵接时,所述偏心轮能够推动所述第二转动件朝靠近所述裁切刀的方向移动,以使所述裁切刀裁切所述待切割线材;
23、复位件,设于所述第二转动件远离所述裁切刀的一端,所述复位件构造为具有使所述第二转动件朝靠近所述偏心轮的方向移动的运动趋势;及
24、检测件,设于所述偏心轮沿所述第一方向远离所述第二驱动件的一端,所述检测件与所述第一驱动件电性连接,所述第一驱动件被配置为能够响应于所述检测件接收的控制信号而开启。
25、在其中一个实施例中,所述第一驱动件和所述第二驱动件均为步进电机。
26、在其中一个实施例中,所述线材切割装置还包括导向件,位于所述送料工位和所述裁切工位之间,所述导向件用于引导所述待切割线材沿所述第一方向移动至所述裁切工位。
27、在其中一个实施例中,所述导向件为导向管,所述待切割线材能够伸入所述导向管。
28、在其中一个实施例中,所述线材切割装置还包括位于所述裁切工位的接料件,所述接料件用于承接被裁切后的所述待切割线材。
29、在其中一个实施例中,所述线材切割装置还包括限位件,位于所述存料工位和所述送料工位之间;所述限位件沿所述第一方向设有以供所述待切割线材穿过的限位孔。
技术特征:
1.一种线材切割装置,其特征在于,所述线材切割装置沿第一方向依次设有存料工位、送料工位和裁切工位;
2.根据权利要求1所述的线材切割装置,其特征在于,所述送料机构包括:
3.根据权利要求2所述的线材切割装置,其特征在于,所述调节组件包括:
4.根据权利要求2所述的线材切割装置,其特征在于,所述主动轮和所述从动轮均为包胶轮。
5.根据权利要求2所述的线材切割装置,其特征在于,所述裁切机构包括:
6.根据权利要求5所述的线材切割装置,其特征在于,所述第一驱动件和所述第二驱动件均为步进电机。
7.根据权利要求1-6任一项所述的线材切割装置,其特征在于,所述线材切割装置还包括导向件,位于所述送料工位和所述裁切工位之间,所述导向件用于引导所述待切割线材沿所述第一方向移动至所述裁切工位。
8.根据权利要求7所述的线材切割装置,其特征在于,所述导向件为导向管,所述待切割线材能够伸入所述导向管。
9.根据权利要求1-6任一项所述的线材切割装置,其特征在于,所述线材切割装置还包括位于所述裁切工位的接料件,所述接料件用于承接被裁切后的所述待切割线材。
10.根据权利要求1-6任一项所述的线材切割装置,其特征在于,所述线材切割装置还包括限位件,位于所述存料工位和所述送料工位之间;所述限位件沿所述第一方向设有以供所述待切割线材穿过的限位孔。
技术总结
本技术涉及一种线材切割装置,线材切割装置沿第一方向依次设有存料工位、送料工位和裁切工位;线材切割装置包括:存料机构,设于存料工位,存料机构包括可转动设置的第一转动件,第一转动件用于绕设待切割线材;送料机构,设于送料工位,送料机构配置为能够沿第一方向输送第一转动件上绕设的待切割线材;裁切机构,设于裁切工位,裁切机构用于裁切送料机构输送的待切割线材。上述线材切割装置,通过设置送料机构,以便将待切割线材从存料工位输送至切割工位;通过设置裁切机构,以便裁切送料机构输送的待切割线材。如此,通过依次设置的存料机构、送料机构和裁切机构,从而使线材切割装置自动裁切PEEK线材,提高了切割效率。
技术研发人员:赵兴国,陆成聪,戴会新,李菲,孙云
受保护的技术使用者:武汉基元智造医疗技术有限公司
技术研发日:20230213
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!