一种阀门器偏心加工车床夹具的制作方法
本申请涉及阀门器偏心加工夹具领域,特别涉及一种阀门器偏心加工车床夹具。
背景技术:
1、中国发明专利中公开了加工偏心孔轴套的车床夹具,其公开(公告)号为:cn112091653a,其公开(公告)日:2020-12-18,其公开了加工偏心孔轴套的车床夹具,用于设置在车床上,利用普车加工轴件偏心孔。包括基座,所述基座具安装盘,安装盘上设置有夹持轴,所述安装盘上设置有t型槽,设置v型块,该v型块具有v型槽,在t型槽中设置第一螺钉,该第一螺钉大端插入到t型槽内,杆部朝远离夹持轴方向伸出并穿过v型块,并设置第一螺母与第一螺钉螺纹配合并锁紧v型块,设置支撑座,设置第二螺钉,所述第二螺钉的大端插入到t型槽,杆部穿过支撑座,并通过第二螺母与第二螺钉螺纹配合以固定支撑座,设置压块,所述压块具有压面和靠面,在远离靠面方向侧设置通孔,在支撑座上设置螺纹孔,设置第三螺钉穿过通孔与螺纹孔螺纹配合。
2、但该夹具具有以下缺陷,针对工件不是圆的,加工圆心不在工件中心的话,该夹具难以保证待工件的加工圆心与车床头主体保持同心,另外该夹具还需要通过螺钉对工件进行锁紧,从而降低了生产效率。
技术实现思路
1、本申请提供了一种可以保证工件加工时,加工圆心与车床头主体保持同心,还能提高生产效率的阀门器偏心加工车床夹具。
2、为了实现上述目的,本申请提供如下技术方案:
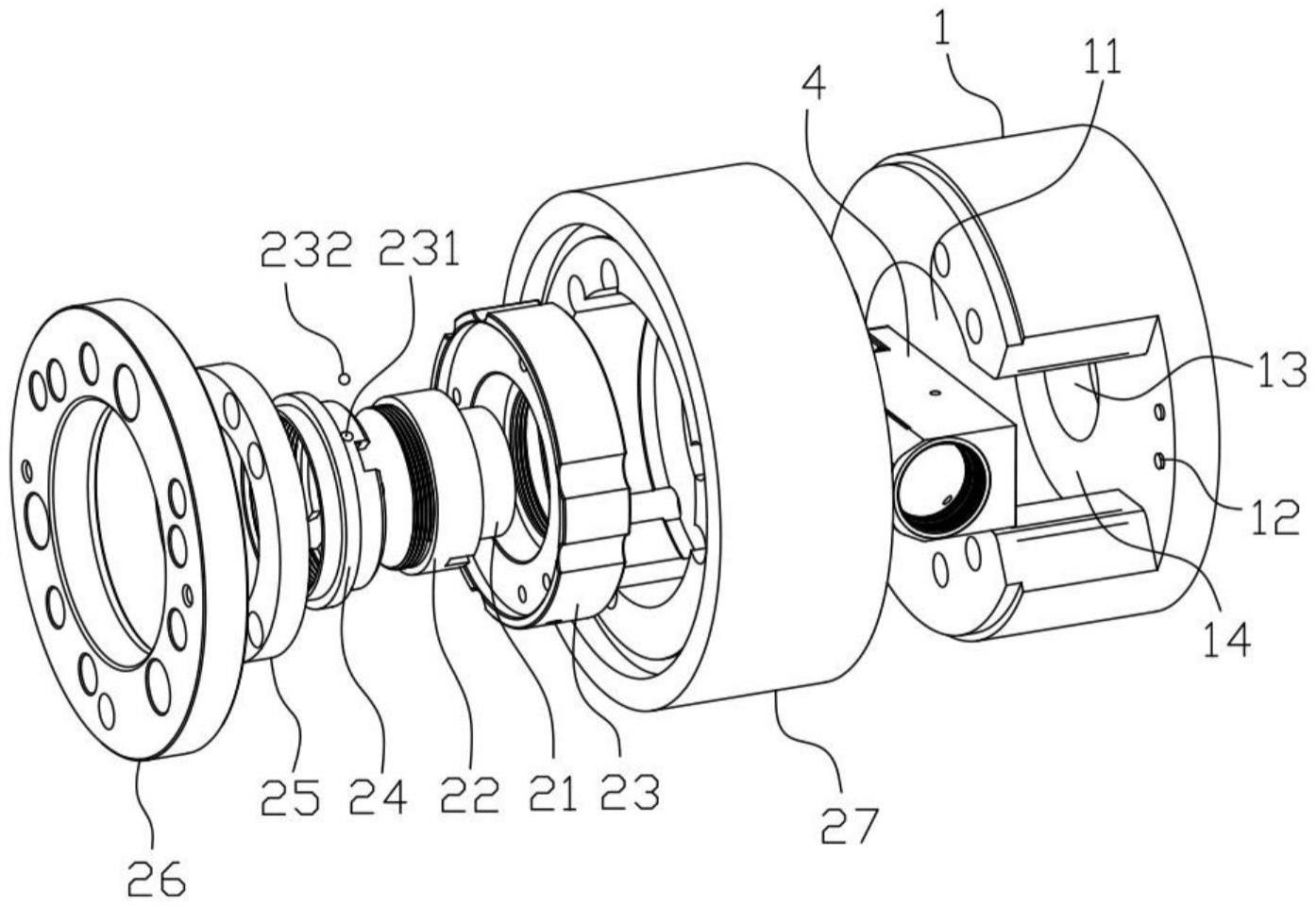
3、一种阀门器偏心加工车床夹具,所述夹具安装在车床的主轴箱的卡盘上,包括工件定位座、工件夹紧组件和驱动工件夹紧组件将工件压紧在工件定位座上的驱动装置,所述工件定位座具有一用于放置工件的定位凹槽,所述定位凹槽的后侧面上设置有定位凸起部,所述定位凸起部用于对工件进行定位,所述定位凹槽的后侧面还设置有通孔,所述通孔与工件待加工孔相对应,所述通孔与主轴箱的卡盘同心,所述工件夹紧组件设置在工件定位座的前侧,所述驱动装置与工件夹紧组件连接,用于驱动工件夹紧组件将工件压紧在工件定位座内的定位凹槽中。
4、在一种可能的实现方式中,所述工件夹紧组件包括压紧块、压紧底板、活塞、连接头、压环、法兰和安装座,所述压紧块安装在压紧底板的前端面,所述压紧底板的后端与活塞的前端螺纹连接,所述连接头安装在活塞的后端,所述活塞安装在安装座内,且可在安装座内做前后运动,所述法兰设置在安装座的后端,用于限制活塞向后运动的位置。
5、在一种可能的实现方式中,所述定位凹槽的侧面设置有一开口。
6、在一种可能的实现方式中,所述压紧块具有弹性。
7、在一种可能的实现方式中,所述压紧底板具有弹性。
8、在一种可能的实现方式中,所述活塞的侧面设置有安装凹槽,所述安装凹槽内设置有弹珠,所述活塞通过弹珠可在安装座内做前后运动。
9、本申请的有益效果为:
10、本申请的对工件进行装夹时,先将工件放入到工件定位座的定位凹槽中,并通过定位凸起部对工件进行定位,工件定位后,驱动装置开始驱动工件夹紧组件将工件压紧在定位凹槽中,从而无需通过螺钉对工件进行锁紧,从而大大的提高了生产效率,另外本申请的定位凹槽的后侧面还设置有通孔,通孔与工件待加工孔相对应,设置通孔是为了让车床的刀具可以伸入到工件的待加工中进行加工,通孔与主轴箱的卡盘同心,这样当工件安装后,从而可以保证工件的待加工孔与卡盘同心,减少了废品的产生。
技术特征:
1.一种阀门器偏心加工车床夹具,所述夹具安装在车床的主轴箱的卡盘上,其特征在于:包括工件定位座、工件夹紧组件和驱动工件夹紧组件将工件压紧在工件定位座上的驱动装置,所述工件定位座具有一用于放置工件的定位凹槽,所述定位凹槽的后侧面上设置有定位凸起部,所述定位凸起部用于对工件进行定位,所述定位凹槽的后侧面还设置有通孔,所述通孔与工件待加工孔相对应,所述通孔与主轴箱的卡盘同心,所述工件夹紧组件设置在工件定位座的前侧,所述驱动装置与工件夹紧组件连接,用于驱动工件夹紧组件将工件压紧在工件定位座内的定位凹槽中。
2.根据权利要求1所述的一种阀门器偏心加工车床夹具,其特征在于:所述工件夹紧组件包括压紧块、压紧底板、活塞、连接头、压环、法兰和安装座,所述压紧块安装在压紧底板的前端面,所述压紧底板的后端与活塞的前端螺纹连接,所述连接头安装在活塞的后端,所述活塞安装在安装座内,且可在安装座内做前后运动,所述法兰设置在安装座的后端,用于限制活塞向后运动的位置。
3.根据权利要求1所述的一种阀门器偏心加工车床夹具,其特征在于:所述定位凹槽的侧面设置有一开口。
4.根据权利要求2所述的一种阀门器偏心加工车床夹具,其特征在于:所述压紧块具有弹性。
5.根据权利要求2所述的一种阀门器偏心加工车床夹具,其特征在于:所述压紧底板具有弹性。
6.根据权利要求2所述的一种阀门器偏心加工车床夹具,其特征在于:所述活塞的侧面设置有安装凹槽,所述安装凹槽内设置有弹珠,所述活塞通过弹珠可在安装座内做前后运动。
技术总结
本申请提供了一种阀门器偏心加工车床夹具,夹具安装在车床的主轴箱的卡盘上,包括工件定位座、工件夹紧组件和驱动工件夹紧组件将工件压紧在工件定位座上的驱动装置,工件定位座具有一用于放置工件的定位凹槽,定位凹槽的后侧面上设置有定位凸起部,定位凸起部用于对工件进行定位,定位凹槽的后侧面还设置有通孔,通孔与工件待加工孔相对应,通孔与主轴箱的卡盘同心,工件夹紧组件设置在工件定位座的前侧,驱动装置与工件夹紧组件连接,用于驱动工件夹紧组件将工件压紧在工件定位座内的定位凹槽中。本申请无需通过螺钉对工件进行锁紧,从而大大的提高了生产效率,另外本申请通孔与主轴箱的卡盘同心,从而可以保证工件的待加工孔与卡盘同心。
技术研发人员:龙严华
受保护的技术使用者:东莞市超科五金电子有限公司
技术研发日:20230220
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!