窗框气压吸紧铣工装的制作方法
本技术涉及大半径、薄壁结构的窗框加工,特别涉及窗框气压吸紧铣工装。
背景技术:
1、目前,在窗框产品(如附图1-2所示,外弧r为209.4mm、内弧r为201mm、高度为66mm的大半径、薄壁结构)铣外圆弧曲面加工时,由于该窗框产品的结构特点,常规的装夹结构,例如公开号cn204075785u公开的一种可调整装夹力的金属窗框类零件铣加工工装,其通过控制压紧螺钉4的松紧使锥形钉3在锥形孔内上下移动,减少或增加锥形钉给左支撑板1和右支撑板2水平向外的推力,使左支撑板1和右支撑板2外边缘减少或增加给窗框内边缘向外撑的压力。通过控制压紧螺钉4的松紧使上斜压板7左右移动,增加或减少上斜压板7一侧给窗框外边缘的压力,即该铣加工工装需要利用压紧螺钉4定位在窗框外侧边缘,进而实现对窗框的装夹。
2、但上述现有的铣加工工装存在一些不足之处,如该铣加工工装结构复杂,装夹不便,又如该铣加工工装在装夹过程中,为保证装夹效果,往往需要较大的装夹力限定窗框,易在窗框表面造成破坏损伤,导致窗框的加工质量降低,进而造成生产成本的提高,为此,提出了一种窗框气压吸紧铣工装。
技术实现思路
1、本实用新型的目的在于提供一种窗框气压吸紧铣工装,解决了现有的铣加工工装结构复杂,装夹不便,并且在装夹过程中,为保证装夹效果,往往需要较大的装夹力限定窗框,易在窗框表面造成破坏损伤,导致窗框的加工质量降低,进而造成生产成本的提高的问题。
2、为了实现上述目的,本实用新型的技术方案如下:
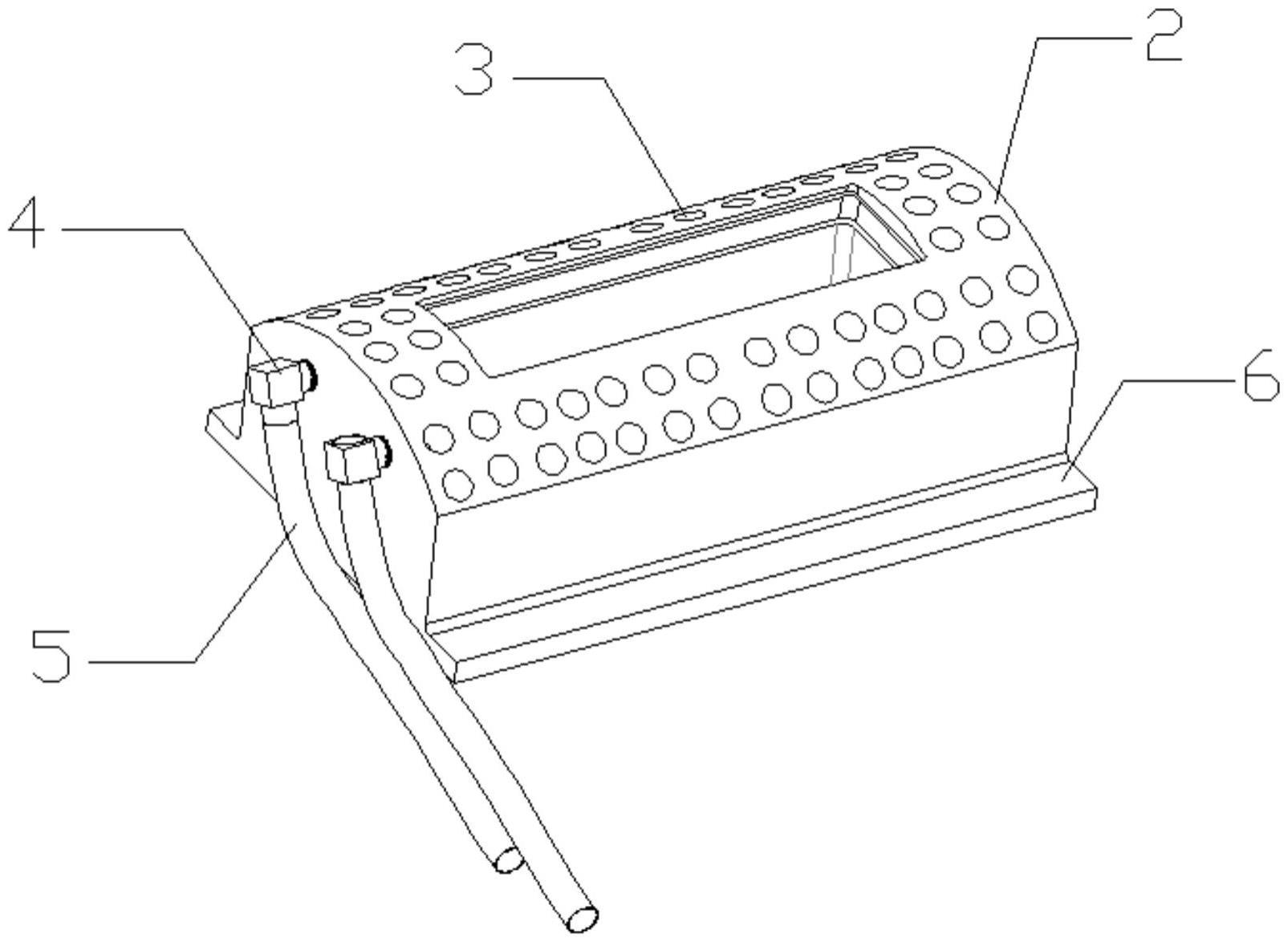
3、窗框气压吸紧铣工装,包括工装本体,所述工装本体包括用以固定待加工窗框的气压吸紧底座、可拆卸连接于气压吸紧底座侧面且与气压吸紧底座内部相连通的接头体以及可拆卸连接于接头体上的气管,所述气压吸紧底座包括基座以及内部设有气压腔的气压吸紧壳体,所述基座和气压吸紧壳体为一体成型结构,所述气压吸紧壳体的上表面呈拱型结构,且气压吸紧壳体的上表面结构与待加工窗框的下表面结构相匹配,所述气压吸紧壳体的上表面开设有若干气孔。
4、进一步的,所述气压吸紧壳体的侧面开设有螺纹安装孔,所述螺纹安装孔与气压腔相连通。
5、进一步的,所述接头体包括中空的螺纹连接段、过渡段和气管连接段,所述螺纹连接段、过渡段和气管连接段为一体成型结构,所述螺纹连接段与螺纹安装孔之间螺纹连接。
6、进一步的,所述气管连接段为中空的圆柱状结构,且在气管连接段的外侧壁设有多节凸起。
7、进一步的,所述气管套接于气管连接段上。
8、本实用新型的有益效果为:
9、本实用新型涉及的窗框气压吸紧铣工装,在使用时,先将经过粗车、热处理、去应力、半精车以及精车加工后的待加工窗框放置在气压吸紧壳体顶部,利用气管外接吸气机构,从而使气压吸紧底座内吸气腔中产生负压,使待加工窗框由于气压差的作用紧紧的吸附在气压吸紧壳体顶部,进而实现对待加工窗框的装夹,结构简单,造价成本低,大大降低了装夹难度,同时,还能够避免待加工窗框在装夹过程中产生的损伤,有效的提高了窗框的加工质量。
技术特征:
1.窗框气压吸紧铣工装,包括工装本体,其特征在于,所述工装本体包括用以固定待加工窗框的气压吸紧底座、可拆卸连接于气压吸紧底座侧面且与气压吸紧底座内部相连通的接头体以及可拆卸连接于接头体上的气管,所述气压吸紧底座包括基座以及内部设有气压腔的气压吸紧壳体,所述基座和气压吸紧壳体为一体成型结构,所述气压吸紧壳体的上表面呈拱型结构,且气压吸紧壳体的上表面结构与待加工窗框的下表面结构相匹配,所述气压吸紧壳体的上表面开设有若干气孔。
2.根据权利要求1所述的窗框气压吸紧铣工装,其特征在于,所述气压吸紧壳体的侧面开设有螺纹安装孔,所述螺纹安装孔与气压腔相连通。
3.根据权利要求2所述的窗框气压吸紧铣工装,其特征在于,所述接头体包括中空的螺纹连接段、过渡段和气管连接段,所述螺纹连接段、过渡段和气管连接段为一体成型结构,所述螺纹连接段与螺纹安装孔之间螺纹连接。
4.根据权利要求3所述的窗框气压吸紧铣工装,其特征在于,所述气管连接段为中空的圆柱状结构,且在气管连接段的外侧壁设有多节凸起。
5.根据权利要求4所述的窗框气压吸紧铣工装,其特征在于,所述气管套接于气管连接段上。
技术总结
本技术涉及大半径、薄壁结构的窗框加工技术领域,特别涉及窗框气压吸紧铣工装;包括工装本体,所述工装本体包括用以固定待加工窗框的气压吸紧底座、可拆卸连接于气压吸紧底座侧面且与气压吸紧底座内部相连通的接头体以及可拆卸连接于接头体上的气管。本技术在使用时,先将经过粗车、热处理、去应力、半精车以及精车加工后的待加工窗框放置在气压吸紧壳体顶部,利用气管外接吸气机构,从而使气压吸紧底座内吸气腔中产生负压,使待加工窗框由于气压差的作用紧紧的吸附在气压吸紧壳体顶部,进而实现对待加工窗框的装夹,结构简单,大大降低了装夹难度,还能够避免待加工窗框在装夹过程中产生的损伤,有效的提高了窗框的加工质量。
技术研发人员:兰昆,汪远春,阮宜江,王仁江,刘三龙,成敏捷,梅世杰
受保护的技术使用者:重庆新承航锐科技股份有限公司
技术研发日:20230221
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!