一种小弯曲半径薄壁弯头的液压成型装置
本技术涉及管材成型装置,特别是涉及一种小弯曲半径薄壁弯头的液压成型装置。
背景技术:
1、目前针对各行各业输送管路系统的苛刻服役性能的要求,迫切需要一类轻量化、高强度、高精度和整体化的复杂异形薄壁弯头。尤其是对于小弯曲半径的薄壁弯头,现有的成型技术无法实现整体精密制造,小弯曲半径薄壁弯头在成型时,弯曲处外侧减薄严重、甚至开裂、内侧起皱以及会产生椭圆形畸变等成型问题,传统弯曲方法,无论是压弯、机械推弯还是数控绕弯,都无法整体整形该类管件,现有制造工艺一般采用冲焊工艺,先冲压两个半片,再焊接成整体管,这种成型方式使产品存在两条纵向焊缝,焊后热变形严重(贴模度超过1mm以上),零件尺寸精度较低,空间装配难度大,弯管在内压作用下环向应力约为轴向应力两倍,焊缝纵横交错降低了服役可靠性,工艺可控性差,产品质量一致性不佳。
技术实现思路
1、本实用新型的目的是提供一种小弯曲半径薄壁弯头的液压成型装置,以解决上述现有技术存在的问题,能够使获得的成型的弯头壁厚均匀,不存在减薄严重甚至开裂以及起皱的缺陷。
2、为实现上述目的,本实用新型提供了如下方案:
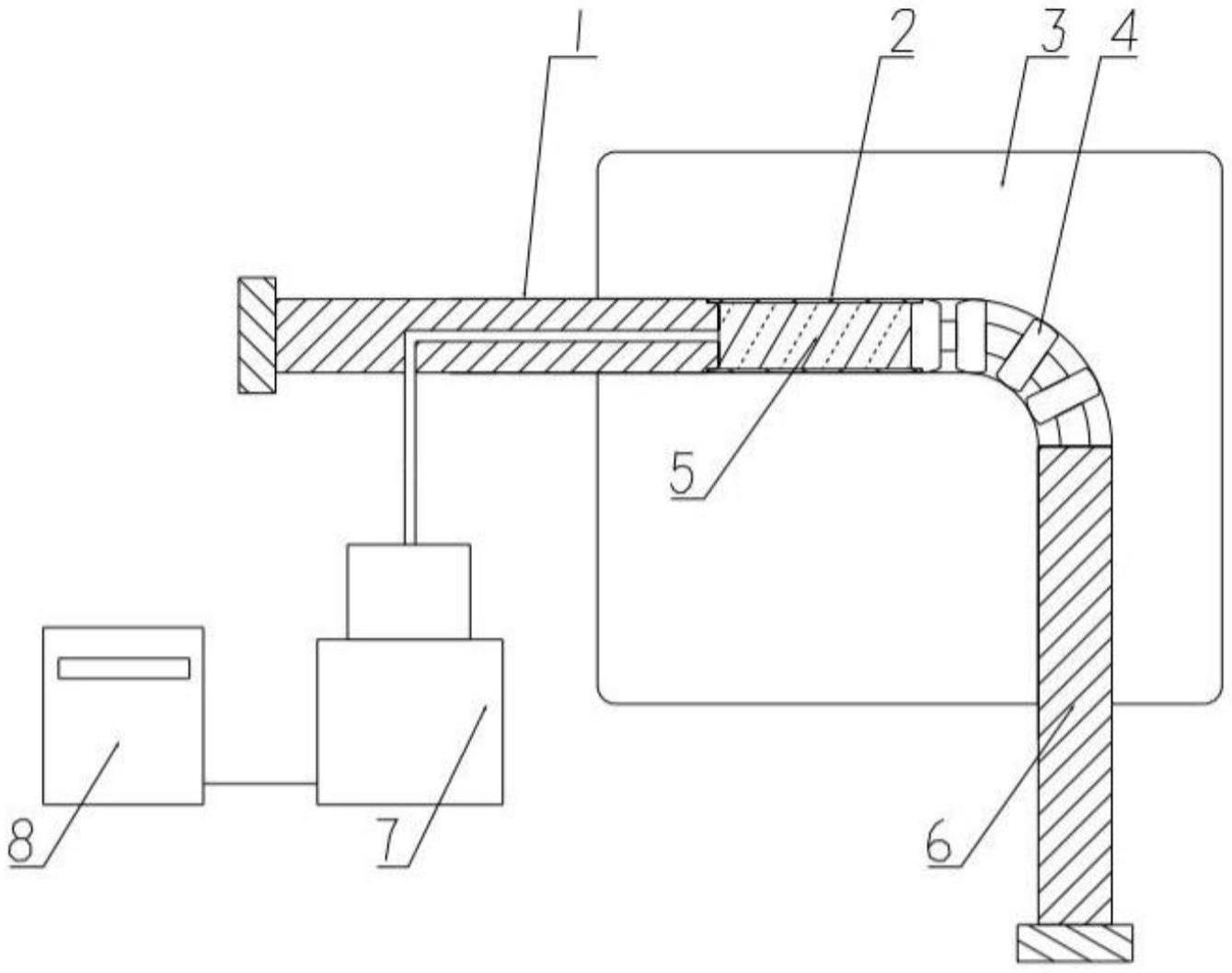
3、本实用新型提供一种小弯曲半径薄壁弯头的液压成型装置,包括下模、能够伸入至所述成型弯道内部并对所述管料一端进行封堵的第一密封推头、与所述第一密封推头传动连接的第一驱动装置、一端能够穿过所述第一密封推头并与所述管料内部连接并连通的连接管、与所述高压源通信连接的控制系统、能够伸入至所述成型弯道内部并对所述管料远离所述密封推头的一端进行密封的柔性密封芯棒以及与所述第二密封推头传动连接的第二驱动装置,所述下模中开设有能够放入管料的成型弯道,所述成型弯道具有能够成型弯头的成型段;所述连接管的另一端与高压源连接并连通,通过所述高压源能够向所述管料中通入高压液体;所述密封芯棒能够发生弹性变形,所述密封芯棒远离所述管料的一端与第二密封推头固定连接。
4、优选的,所述管料为两端面无毛刺、全部壁面无锈及无氧化皮的不锈钢或铝合金材质的管件。
5、优选的,所述高压源中高压液体为水、油或乳化液。
6、本实用新型相对于现有技术取得了以下技术效果:
7、本实用新型提供的小弯曲半径薄壁弯头的液压成型装置,通过高压源向管料内部施加高压,能够使管料在成型弯道中成型,控制系统能够实现对通入管料内部的高压液体压力的精准实时控制,同时在第一驱动装置和第二驱动装置的驱动作用下,第一密封推头和第二密封推头协同作用,能够抑制管料成型时减薄严重甚至开裂以及起皱的问题,提高了成型弯头壁厚的均匀性及成型精度。
技术特征:
1.一种小弯曲半径薄壁弯头的液压成型装置,其特征在于:包括:
2.根据权利要求1所述的小弯曲半径薄壁弯头的液压成型装置,其特征在于:所述管料为两端面无毛刺、全部壁面无锈及无氧化皮的不锈钢或铝合金材质的管件。
3.根据权利要求1所述的小弯曲半径薄壁弯头的液压成型装置,其特征在于:所述高压源中高压液体为水、油或乳化液。
技术总结
本技术公开了一种小弯曲半径薄壁弯头的液压成型装置,涉及管材成型装置技术领域,包括下模、第一密封推头、第一驱动装置、连接管、控制系统、柔性密封芯棒以及第二驱动装置,下模中开设有能够放入管料的成型弯道,成型弯道具有能够成型弯头的成型段;连接管的另一端与高压源连接并连通,通过高压源能够向管料中通入高压液体;密封芯棒能够发生弹性变形,密封芯棒远离管料的一端与第二密封推头固定连接。本技术提供的小弯曲半径薄壁弯头的液压成型装置能够使获得的成型的弯头壁厚均匀,不存在减薄严重甚至开裂以及起皱的缺陷。
技术研发人员:韩聪,徐鹏
受保护的技术使用者:哈尔滨工业大学
技术研发日:20230222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!