一种电池盖螺母焊接工装的制作方法
本技术涉及电池盖焊接设备,具体涉及一种电池盖螺母焊接工装。
背景技术:
1、目前,电池盖在生产过程中,现有技术中的电池盖,通常需要在其上焊接两个螺母,电池盖呈圆盘形,电池盖上焊接有两个螺母以及若干个支脚,两个螺母通常也称之为固定脚,螺母与支脚均以电池盖的中心为圆心周向等间隔分布,两个螺母之间以电池盖的圆心为中心呈一角度间隔设置。
2、在现有技术中,由于缺少成熟的工装设备,通常采用人工将螺母点焊于电池盖上,然后人工手持电池盖进行周圈焊接,将螺母完全焊接固定于电池盖上,人工手持进行焊接,在焊接过程中易对工人造成伤害,存在一定的安全隐患,且生产效率较低。
3、现有技术中的另一种焊接设置,其通过机械手对每个螺母进行点焊,但在点焊过程中缺少清洁工序,且螺母与电池盖的装配边界处存在赃物和灰屑的可能,影响焊接质量;另外的,由于电池盖根据不同应用需求设置有多个螺母,尤其是在应对不同尺寸的电池盖,需要逐个的校对其上的螺母位置,造成调校的不便。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的在于提供一种电池盖螺母焊接工装,保证焊接质量。
2、本实用新型的上述技术目的是通过以下技术方案得以实现的:一种电池盖螺母焊接工装,包括:
3、焊接座,其上设有与电池盖轮廓匹配的定位腔,所述电池盖上布置有待焊区域,所述待焊区域内排布至少一个待焊螺母;
4、移动工装,包括三轴移动模组,以及连接在三轴移动模组动作端上的安装架,所述安装架上排列有抓取机构和吹气机构,且所述安装架关于z轴可转动的设置;
5、抓取机构,至少包括设置在焊接座上方移动的抓取部位,所述抓取部位承载电池盖在上料位置与定位腔之间移动;
6、吹气机构,包括固定在安装架上的接气连接件,以及设置在接气连接件上的吹气头,所述吹气头底部开口,并围合形成环形的清洁区域,所述吹气头通过移动工装正对待焊区域设置,并允许所述待焊螺母置入在清洁区域内,所述清洁区域朝向待焊区域设有多个吹气部位;
7、焊接机构,包括位于焊接座外侧的焊接头,以及用于驱动所述焊接头朝向待焊区域动作的机械手。
8、进一步,所述吹气头包括同心设置的两个环体,两个所述环体界定出清洁区域,且所述清洁区域顶部设有第一吹气部位,所述环体底部设有第二吹气部位,所述第二吹气部位正对待焊螺母与电池盖之间的装配边界。
9、进一步,所述待焊螺母包括置入在电池盖内的第一装配部,以及伸出在电池盖外的第二装配部,所述第二装配部置入在清洁区域内,且所述第二装配部与清洁区域之间设有用于供气流通道的间隙。
10、进一步,至少一个所述环体底部还设有出屑槽,所述出屑槽关于周侧间隔布置,或所述出屑槽环设于环体底部。
11、进一步,所述抓取机构还包括套设在接气连接件上的弹簧和浮动压板,所述抓取部位的周侧设有抵压件,所述弹簧抵接在浮动压板与抓取部位之间,所述抵压件正对在电池盖与焊接座之间。
12、进一步,所述抵压件布置在背离焊接头的一侧,以使所述焊接头伸入至待焊区域内。
13、进一步,所述焊接座底部设有吸附头,所述吸附头吸附电池盖在焊接座上,并限制所述电池盖转动。
14、进一步,所述焊接座底部还连接有顶升气缸,且所述顶升气缸连接有旋转电机,且所述顶升气缸的动作端上设有顶杆,所述焊接座上设有用于供顶杆穿过的通孔,所述顶杆正对抵压件设置。
15、进一步,所述焊接座位于定位腔一侧开设有至少一个缺口。
16、与现有技术相比,本实用新型具有以下优点和有益效果:通过抓取机构将承载有待焊螺母的电池盖放置在定位腔内,在焊接前,首先由移动工装驱动吹气机构下降,并将待焊螺母与电池盖的装配边界、以及待焊区域上的灰屑杂质等吹离,保证待焊位置的清洁度,从而保证焊接质量。
技术特征:
1.一种电池盖螺母焊接工装,其特征在于,包括:
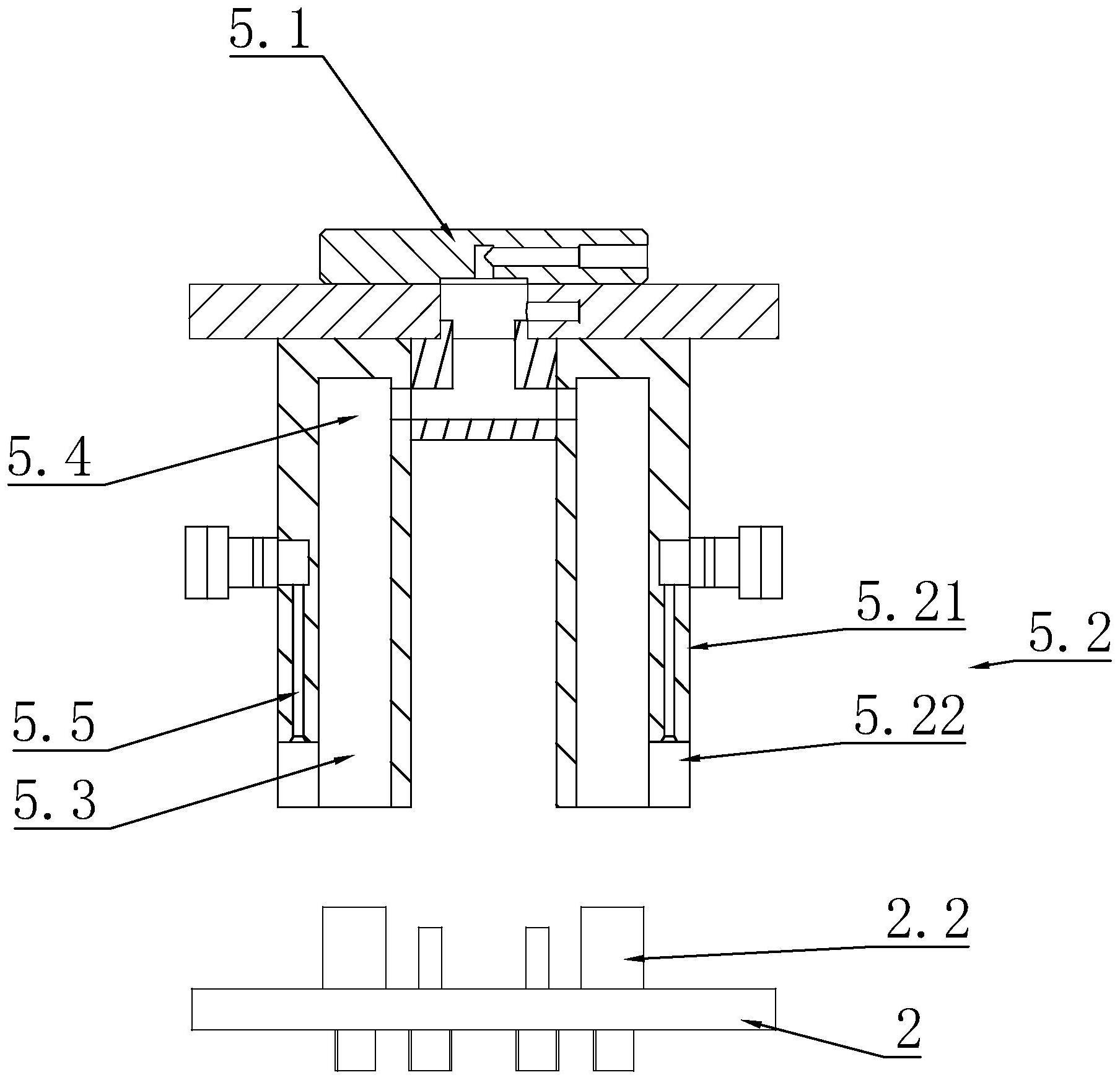
2.根据权利要求1所述的一种电池盖螺母焊接工装,其特征在于:所述吹气头(5.2)包括同心设置的两个环体(5.21),两个所述环体(5.21)界定出清洁区域(5.3),且所述清洁区域(5.3)顶部设有第一吹气部位(5.4),所述环体(5.21)底部设有第二吹气部位(5.5),所述第二吹气部位(5.5)正对待焊螺母(2.2)与电池盖(2)之间的装配边界。
3.根据权利要求1所述的一种电池盖螺母焊接工装,其特征在于:所述待焊螺母(2.2)包括置入在电池盖(2)内的第一装配部(2.3),以及伸出在电池盖(2)外的第二装配部(2.4),所述第二装配部(2.4)置入在清洁区域(5.3)内,且所述第二装配部(2.4)与清洁区域(5.3)之间设有用于供气流通道的间隙。
4.根据权利要求2所述的一种电池盖螺母焊接工装,其特征在于:至少一个所述环体(5.21)底部还设有出屑槽(5.22),所述出屑槽(5.22)关于周侧间隔布置,或所述出屑槽(5.22)环设于环体(5.21)底部。
5.根据权利要求1所述的一种电池盖螺母焊接工装,其特征在于:所述抓取机构(4)还包括套设在抓取部位(4.1)上的弹簧(4.2)和浮动压板(4.3),所述抓取部位(4.1)的周侧设有抵压件(4.4),所述弹簧(4.2)抵接在浮动压板(4.3)与抓取部位(4.1)之间,所述抵压件(4.4)正对在电池盖(2)与焊接座(1)之间。
6.根据权利要求5所述的一种电池盖螺母焊接工装,其特征在于:所述抵压件(4.4)布置在背离焊接头(6.1)的一侧,以使所述焊接头(6.1)伸入至待焊区域(2.1)内。
7.根据权利要求1所述的一种电池盖螺母焊接工装,其特征在于:所述焊接座(1)底部设有吸附头(1.2),所述吸附头(1.2)吸附电池盖(2)在焊接座(1)上,并限制所述电池盖(2)转动。
8.根据权利要求1所述的一种电池盖螺母焊接工装,其特征在于:所述焊接座(1)底部还连接有顶升气缸(7),且所述顶升气缸(7)连接有旋转电机(8),且所述顶升气缸(7)的动作端上设有顶杆(7.1),所述焊接座(1)上设有用于供顶杆(7.1)穿过的通孔(1.4),所述顶杆(7.1)正对抵压件(4.4)设置。
9.根据权利要求1所述的一种电池盖螺母焊接工装,其特征在于:所述焊接座(1)位于定位腔(1.1)一侧开设有至少一个缺口(1.3)。
技术总结
本技术公开了一种电池盖螺母焊接工装,包括:焊接座;移动工装,包括三轴移动模组,以及连接在三轴移动模组动作端上的安装架;抓取机构,至少包括设置在焊接座上方移动的抓取部位,所述抓取部位承载电池盖在上料位置与定位腔之间移动;吹气机构,包括固定在安装架上的接气连接件,以及设置在接气连接件上的吹气头,所述吹气头底部开口,并围合形成环形的清洁区域,所述吹气头通过移动工装正对待焊区域设置,并允许所述待焊螺母置入在清洁区域内,所述清洁区域朝向待焊区域设有多个吹气部位;焊接机构,包括位于焊接座外侧的焊接头,以及用于驱动所述焊接头朝向待焊区域动作的机械手,保证待焊位置的清洁度,从而保证焊接质量。
技术研发人员:赵得宏,陈敏,黄雯雯,范凯盛
受保护的技术使用者:浙江航工智能科技有限公司
技术研发日:20230208
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!