一种加工阀杆的侧压铣扁夹具的制作方法
本技术涉及侧压铣扁夹具,具体为一种加工阀杆的侧压铣扁夹具。
背景技术:
1、目前,机械制造加工方面的轴类产品阀杆扁式的加工,其铣扁就是在一个圆柱体上用铣床加工两个相对应的平面,轴类零件的外圆处对称,铣扁一般采用分度头或专用工装单独夹紧一个工件,而分度头的缺陷是一端加工完成后,加工另一端时需要二次装夹,平等度要打表来校准,装夹时间长,打表受人为因素精度不稳定,合格率不高,且加工时间较长,势必造成在批量生产时的精度差。
2、如申请号:cn201921851394.6,本实用新型提供了一种用于阀杆加工的铣扁装置,包括机架和主轴法兰,所述主轴法兰沿水平方向转动设置在所述机架上,所述铣扁装置还包括连接轴,所述连接轴固定安装在所述主轴法兰上,所述连接轴的转动轴心与所述主轴法兰的转动轴心重合设置,所述连接轴上固定安装有锯片;所述铣扁装置还包括装夹部,所述装夹部上放置有待铣扁的阀杆,所述装夹部通过竖直驱动机构活动设置在所述机架上,通过在锯片的一侧设置倒角刀齿,在铣扁的同时进行倒角操作,进而减少了单独的倒角工序;同时设置两个锯片,可以一次铣出两个扁位,同时对扁位进行倒角,进一步提高了生产效率;同时通过丝杠滑块的竖直驱动机构,稳定性较高,能够保证铣扁的精度。
3、类似于上述申请的一种加工阀杆的侧压铣扁夹具目前还存在以下不足:
4、阀杆是液压阀重要部件,用于传递操作动力,上接执行机构或者手柄,下面直接带动阀芯移动或者转动,对管路中的流量和压力实现控制,上述在装夹部上放置阀杆,其稳定性无法得到保证,可能会从而影响到铣扁的准确度。
5、于是,有鉴于此,针对现有的结构及缺失予以研究改良,提出一种加工阀杆的侧压铣扁夹具,以达到更具有实用价值的目的。
技术实现思路
1、本实用新型的目的在于提供一种加工阀杆的侧压铣扁夹具,以解决上述背景技术中提出的问题。
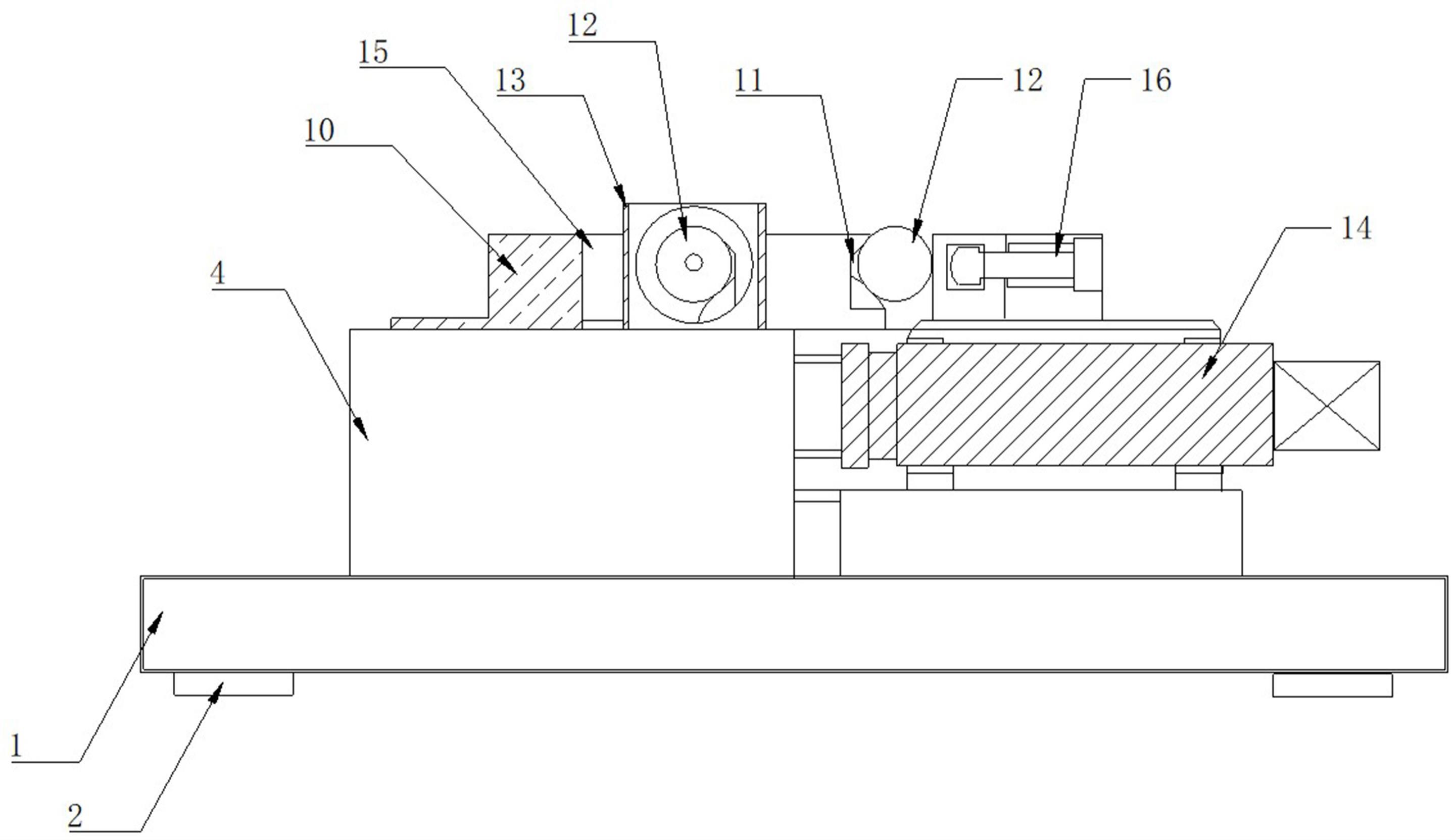
2、为实现上述目的,本实用新型提供如下技术方案:一种加工阀杆的侧压铣扁夹具,包括:大底板,所述大底板的上端面四角均安装有第一螺栓,所述大底板的上端面两侧中部均安装有第二螺栓,所述大底板的上方中部安装有夹具主体,且夹具主体的上端和下端均安装有导板,且导板的上方安装有第三螺栓,所述夹具主体的上端面两侧中部安装有定位块,且定位块与两侧的导板之间均安装有第一销钉,所述夹具主体的中部两端安装有第二销钉,所述夹具主体的顶面设置有卡爪,所述夹具主体的内部贯穿连接有螺杆。
3、优选的,还包括:每对所述卡爪之间形成工件槽,其工件槽具体呈现为v形,且工件槽内放置有待铣扁的工件,所述工件的两端露出在工件槽的外部,所述工件的两端分别设置的有限位块。
4、优选的,还包括有:所述卡爪通过第一销钉和第二销钉,与夹具主体构成连接,所述卡爪与工件之间设置有压块,其压块具体为长方形,所述卡爪与压块内依次贯穿有螺钉,并且通过螺钉相互连接。
5、优选的,还包括有:所述螺杆与卡爪上的螺纹转动连接,所述螺杆的轴向转动使每对卡爪夹紧或松开工件。
6、优选的,还包括有:所述大底板的面积大于夹具主体的面积,所述大底板通过第一螺栓与铣床连接,所述导板通过第三螺栓与夹具主体相连接,使限位块靠在导板上。
7、优选的,还包括有:所述大底板与夹具主体上依次设置有定位块,并且通过定位块呈固定连接。
8、与现有技术相比,本实用新型的有益效果是:采用卡爪和限位块对轴类工件采用双向夹紧,然后进行外圆处的对称铣扁,其提高了定位的精准度,同时可通过螺杆快速转换工件位置进行多次铣扁,其加工时间短,生产效率高,并且结构简单,使用方便。
技术特征:
1.一种加工阀杆的侧压铣扁夹具,其特征在于,包括大底板(1),所述大底板(1)的上端面四角均安装有第一螺栓(2),所述大底板(1)的上端面两侧中部均安装有第二螺栓(3),所述大底板(1)的上方中部安装有夹具主体(4),且夹具主体(4)的上端和下端均安装有导板(5),且导板(5)的上方安装有第三螺栓(6),所述夹具主体(4)的上端面两侧中部安装有定位块(7),且定位块(7)与两侧的导板(5)之间均安装有第一销钉(8),所述夹具主体(4)的中部两端安装有第二销钉(9),所述夹具主体(4)的顶面设置有卡爪(10),所述夹具主体(4)的内部贯穿连接有螺杆(14)。
2.根据权利要求1所述的一种加工阀杆的侧压铣扁夹具,其特征在于,每对所述卡爪(10)之间形成工件槽(11),其工件槽(11)具体呈现为v形,且工件槽(11)内放置有待铣扁的工件(12),所述工件(12)的两端露出在工件槽(11)的外部,所述工件(12)的两端分别设置的有限位块(13)。
3.根据权利要求2所述的一种加工阀杆的侧压铣扁夹具,其特征在于,所述卡爪(10)通过第一销钉(8)和第二销钉(9),与夹具主体(4)构成连接,所述卡爪(10)与工件(12)之间设置有压块(15),其压块(15)具体为长方形,所述卡爪(10)与压块(15)内依次贯穿有螺钉(16),并且通过螺钉(16)相互连接。
4.根据权利要求3所述的一种加工阀杆的侧压铣扁夹具,其特征在于,所述螺杆(14)与卡爪(10)上的螺纹转动连接,所述螺杆(14)的轴向转动使每对卡爪(10)夹紧或松开工件(12)。
5.根据权利要求4所述的一种加工阀杆的侧压铣扁夹具,其特征在于,所述大底板(1)的面积大于夹具主体(4)的面积,所述大底板(1)通过第一螺栓(2)与铣床连接,所述导板(5)通过第三螺栓(6)与夹具主体(4)相连接,使限位块(13)靠在导板(5)上。
6.根据权利要求5所述的一种加工阀杆的侧压铣扁夹具,其特征在于,所述大底板(1)与夹具主体(4)上依次设置有定位块(7),并且通过定位块(7)呈固定连接。
技术总结
本技术公开了一种加工阀杆的侧压铣扁夹具,包括:大底板,所述大底板的上端面四角均安装有第一螺栓,所述大底板的上端面两侧中部均安装有第二螺栓,所述大底板的上方中部安装有夹具主体,且夹具主体的上端和下端均安装有导板,且导板的上方安装有第三螺栓,所述夹具主体的上端面两侧中部安装有定位块,且定位块与两侧的导板之间均安装有第一销钉,所述夹具主体的中部两端安装有第二销钉,所述夹具主体的顶面设置有卡爪,所述夹具主体的内部贯穿连接有螺杆。采用卡爪和限位块对轴类工件采用双向夹紧,然后进行外圆处的对称铣扁,其提高了定位的精准度,同时可通过螺杆快速转换工件位置进行多次铣扁。
技术研发人员:李民峰,王旭东,贾吾法
受保护的技术使用者:杭州惠伦科技有限公司
技术研发日:20230222
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!