一种机械加工用自动化冲压装置的制作方法
本技术属于金属冲压,具体为一种机械加工用自动化冲压装置。
背景技术:
1、冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法,冲压和锻造同属塑性加工(或称压力加工),合称锻压,冲压的坯料主要是热轧和冷轧的钢板和钢带,全世界的钢材中,有60~70%是板材,其中大部分经过冲压制成成品,汽车的车身、底盘、油箱、散热器片,锅炉的汽包,容器的壳体,电机、电器的铁芯硅钢片等都是冲压加工的,仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件,但是目前的冲压装置存在一定的不足,在冲压过程中经常因冲压结构不稳定使工件次品率提高,加工成本高,加工质量差,同时在加工时会对工作面产生冲击力,在多次加工后会使工作面损坏,使用寿命降低,加工后收集不方便,需多次人工收集,且冲压之后工件会携带摩擦产生的热量,需要二次冷却,浪费时间,工作效率低。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种机械加工用自动化冲压装置,能够对冲压结构进行限位,使冲压块与冲压孔稳定对接,提高良品率,能够对冲压板进行缓冲减震,避免多次冲压后使其损坏,增加使用寿命,能够快速对工件进行收集,并在收集过程中进行冷却,降低工作成本,解决了现有装置加工不稳定,次品率高,冲压板易损坏,成本高和收集工件不方便且需要再进行冷却,工作成本高,工作效率低的问题。
3、(二)技术方案
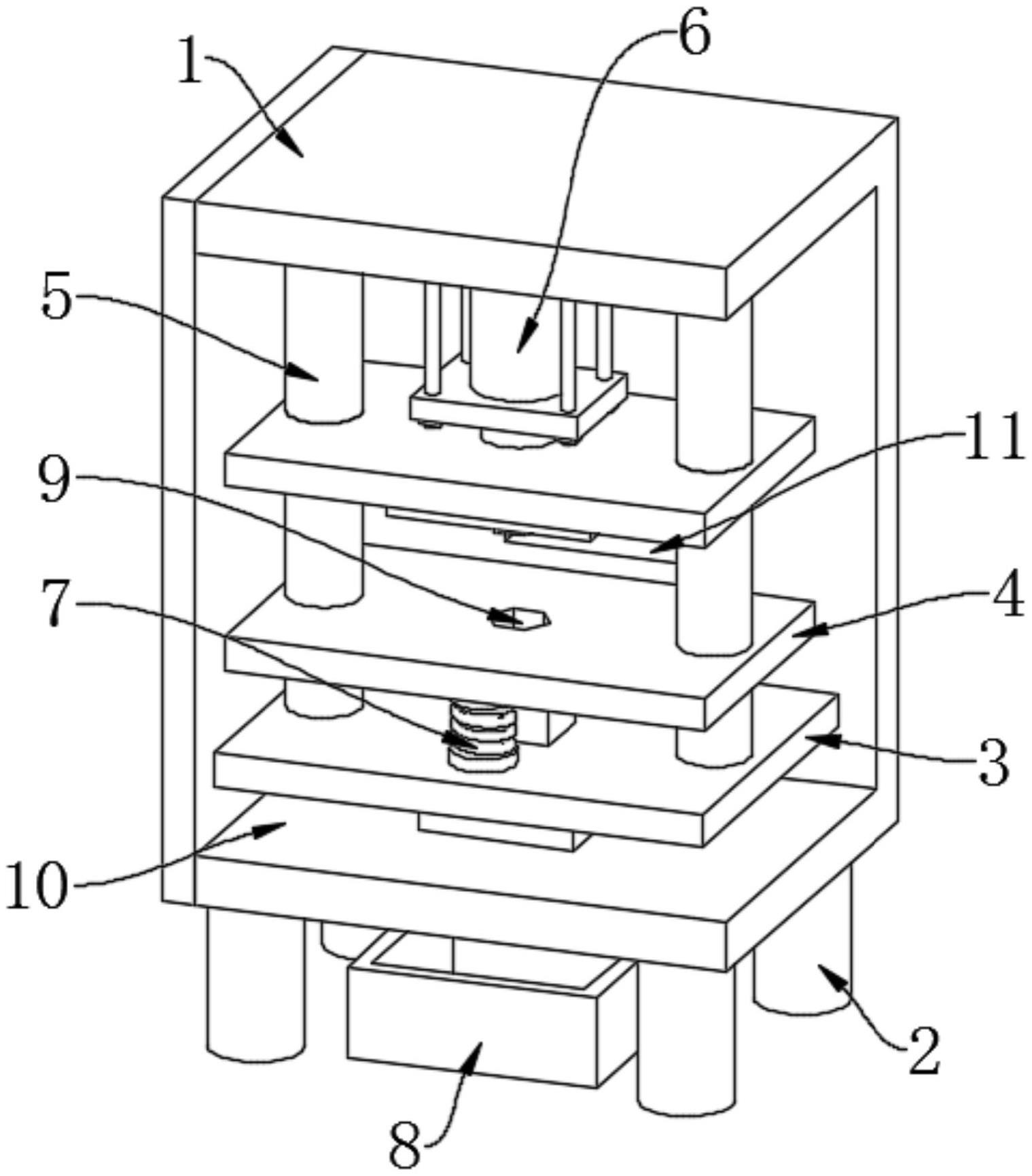
4、为实现上述目的,本实用新型提供如下技术方案:一种机械加工用自动化冲压装置,包括防护壳、支撑柱、工作板、冲压板、导向柱、冲压组件、缓冲组件和收集组件;
5、所述冲压组件设置在所述防护壳内顶部,所述冲压组件包括液压缸、液压安装板、限位板和冲压块,所述液压缸通过螺栓安装在所述防护壳内顶部,所述液压安装板固定焊接在所述液压缸的输出轴上和设置在所述导向柱上,所述限位板固定焊接在所述液压安装板底部,所述冲压块设置在所述限位板底部。
6、所述支撑柱固定焊接在所述防护壳底部,所述工作板固定焊接在所述防护壳侧壁上,所述冲压板设置在所述防护壳内,所述导向柱设置在所述防护壳内顶壁和所述工作板之间,所述缓冲组件设置在所述工作板和所述冲压板之间,所述收集组件设置在所述冲压板底部。
7、优选的,所述液压安装板和所述冲压板上开设有导向孔,所述液压安装板和所述冲压板通过所述导向孔套设在所述导向柱上。
8、通过采用上述方案,液压安装板、冲压板和导向柱的配合使用保证冲压块与冲孔对准,提高工件良品率,避免冲压块和冲孔交错使其碰撞损坏。
9、优选的,所述冲压板上开设有冲孔,所述限位板与所述冲压板对应,所述冲压块与所述冲孔对应。
10、通过采用上述方案,限位板、冲压板、冲压块和冲孔的配合使用方便完成冲压工作。
11、优选的,所述缓冲组件包括t形柱、缓冲弹簧和t形套,所述t形柱固定焊接在所述冲压板底部,所述t形套固定焊接在所述工作板顶部,所述缓冲弹簧熔接在所述t形柱和所述t形套之间,所述t形柱与所述t形套对应。
12、通过采用上述方案,t形柱、缓冲弹簧和t形套的配合使用对限位板向冲压板的冲击力进行缓冲,保护装置,避免冲压板损坏,提高使用寿命,降低成本。
13、优选的,所述工作板和所述防护壳底壁之间设置有调节槽,所述工作板上开设有第一通孔,所述防护壳底壁上开设有第二通孔,所述防护壳侧壁上开设有导料孔。
14、通过采用上述方案,调节槽保证在冲压板带动导向筒向下移动是有缓冲空间,导料孔方便在冲压时进行导料。
15、优选的,所述收集组件包括导向筒、收集筒和收集箱,导向筒固定焊接在所述冲压板底部和设置在所述第一通孔内,所述收集筒设置在所述导向筒底部和卡设在所述第二通孔内,所述收集箱设置在所述支撑柱之间和所述收集筒底部。
16、通过采用上述方案,导向筒、收集筒和收集箱的配合使用方便对工件进行收集,简单方便,降低工作成本。
17、优选的,所述导向筒内侧壁上设置有冷却层,所述导向筒与所述冲孔对应,所述收集筒与所述导向筒对应。
18、通过采用上述方案,冷却层对工件上携带的热量进行冷却,避免在收集过后还要浪费时间等待工件降温,降低工作成本,提高工作效率。
19、(三)有益效果
20、与现有技术相比,本实用新型提供了一种机械加工用自动化冲压装置,具备以下有益效果:
21、1、通过液压安装板沿着导向柱运动,保证冲压块与冲孔对准,提高工件良品率,同时避免冲压块和冲孔交错使其碰撞损坏,冲压块完全进入冲孔内后,限位板接触冲压板并对冲压板产生冲击力,此时冲压板向下挤压缓冲弹簧,t形柱在t形套内移动,t形套挤压工作板,冲压板在导向柱的导向作用下向下移动,在缓冲弹簧的作用下,对限位板对冲压板的冲击力进行缓冲,保护装置,避免冲压板损坏,提高使用寿命,降低成本。
22、2、通过冷却层的作用下,对工件上携带的热量进行冷却,避免在收集过后还要浪费时间等待工件降温,降低工作成本,提高工作效率,在冲压板进行缓冲工作时,冲压板带动导向筒进入收集筒内,工件从导向筒内落到收集筒内,然后从收集筒内落到收集箱内,完成对工件的收集工作,简单方便,降低工作成本,提高工作效率。
技术特征:
1.一种机械加工用自动化冲压装置,其特征在于:包括防护壳(1)、支撑柱(2)、工作板(3)、冲压板(4)、导向柱(5)、冲压组件(6)、缓冲组件(7)和收集组件(8);
2.根据权利要求1所述的一种机械加工用自动化冲压装置,其特征在于:所述液压安装板(62)和所述冲压板(4)上开设有导向孔,所述液压安装板(62)和所述冲压板(4)通过所述导向孔套设在所述导向柱(5)上。
3.根据权利要求2所述的一种机械加工用自动化冲压装置,其特征在于:所述冲压板(4)上开设有冲孔(9),所述限位板(63)与所述冲压板(4)对应,所述冲压块(64)与所述冲孔(9)对应。
4.根据权利要求1所述的一种机械加工用自动化冲压装置,其特征在于:所述缓冲组件(7)包括t形柱(71)、缓冲弹簧(72)和t形套(73),所述t形柱(71)固定焊接在所述冲压板(4)底部,所述t形套(73)固定焊接在所述工作板(3)顶部,所述缓冲弹簧(72)熔接在所述t形柱(71)和所述t形套(73)之间,所述t形柱(71)与所述t形套(73)对应。
5.根据权利要求3所述的一种机械加工用自动化冲压装置,其特征在于:所述工作板(3)和所述防护壳(1)底壁之间设置有调节槽(10),所述工作板(3)上开设有第一通孔,所述防护壳(1)底壁上开设有第二通孔,所述防护壳(1)侧壁上开设有导料孔(11)。
6.根据权利要求5所述的一种机械加工用自动化冲压装置,其特征在于:所述收集组件(8)包括导向筒(81)、收集筒(82)和收集箱(83),导向筒(81)固定焊接在所述冲压板(4)底部和设置在所述第一通孔内,所述收集筒(82)设置在所述导向筒(81)底部和卡设在所述第二通孔内,所述收集箱(83)设置在所述支撑柱(2)之间和所述收集筒(82)底部。
7.根据权利要求6所述的一种机械加工用自动化冲压装置,其特征在于:所述导向筒(81)内侧壁上设置有冷却层(12),所述导向筒(81)与所述冲孔(9)对应,所述收集筒(82)与所述导向筒(81)对应。
技术总结
本技术属于金属冲压技术领域,尤其为一种机械加工用自动化冲压装置,包括防护壳、支撑柱、工作板、冲压板、导向柱、冲压组件、缓冲组件和收集组件,通过液压安装板沿着导向柱运动,保证冲压块与冲孔对准,提高工件良品率,同时避免冲压块和冲孔交错使其碰撞损坏,冲压块完全进入冲孔内后,限位板接触冲压板并对冲压板产生冲击力,此时冲压板向下挤压缓冲弹簧,T形柱在T形套内移动,T形套挤压工作板,冲压板在导向柱的导向作用下向下移动,在缓冲弹簧的作用下,对限位板对冲压板的冲击力进行缓冲,保护装置,避免冲压板损坏,提高使用寿命,降低成本。
技术研发人员:何宗岭
受保护的技术使用者:安徽精益通机械有限责任公司
技术研发日:20230222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!