一种圆形钟表框切割装置的制作方法
本技术涉及圆形钟表框切割领域,特别涉及一种圆形钟表框切割装置。
背景技术:
1、钟表是一种用重锤或弹簧的释放能量为动力,推动一系列齿轮运转,借擒纵调速器调节轮系转速,以指针指示时刻和计量时间的计时器,主要由钟表框、机芯、内罩、玻璃等配件构成。
2、圆形钟表框大多是采用弯折钢板进行冲压,冲压后的圆形钟表框边缘一般都不平整,需要圆形钟表框边缘进行整齐切割,2020年10月02日公告的,公告号为cn211628018u的中国实用新型专利,公开了一种电子钟表生产用表盘切割装置,该装置通过调位组件与切割组件相配合,对圆形钟表框实现精准切割,但是,该装置只能实现单个圆形钟表框的切割,针对多个圆形钟表框需要反复安装拆卸后才能进行后续的切割加工,不仅效率低,而且还需要人工配合,成本高。
技术实现思路
1、(一)要解决的技术问题
2、为了解决现有技术的上述问题,本实用新型提供一种圆形钟表框切割装置。
3、(二)技术方案
4、为了达到上述目的,本实用新型采用的主要技术方案包括:
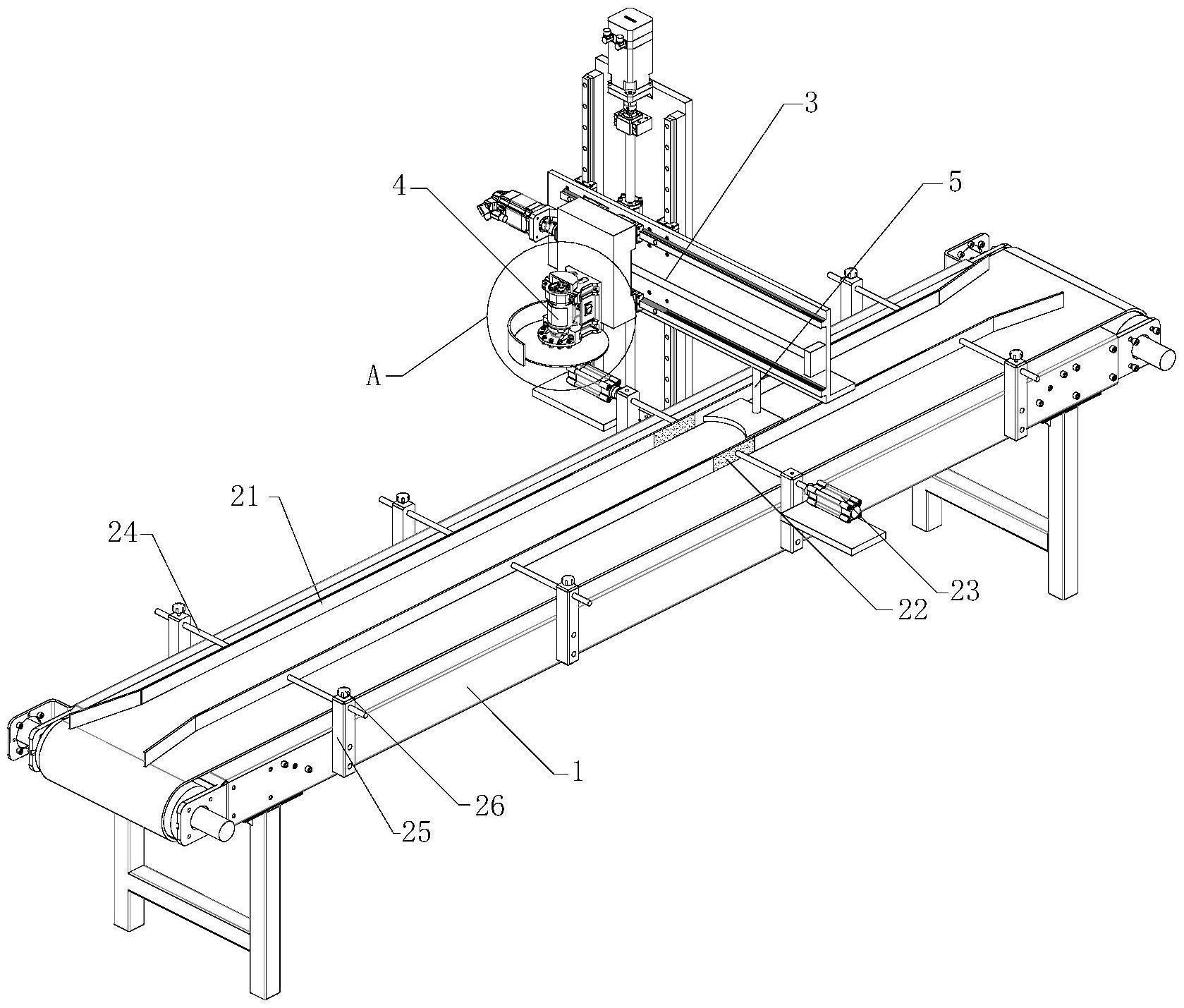
5、一种圆形钟表框切割装置,包括传送带、引导导轨、两轴移动机构以及切割机构;
6、所述引导导轨设置在所述传送带上,所述引导导轨包括第一气压缸以及两条平行设置在所述传送带上的导向板,所述导向板中的一段由弹性板构成,所述第一气压缸的活塞连接所述弹性板,两块弹性板间的间隙为加工工位;
7、所述两轴移动机构设置在所述传送带一侧,用于实现所述切割机构的升降和水平移动;
8、所述切割机构安装在所述两轴移动机构的移动端处。
9、优选的,所述两轴移动机构包括垂直相连的x轴移动组件和y轴移动组件,所述y轴移动组件竖直设置,所述y轴移动组件能够驱动所述x轴移动组件实现升降,所述x轴移动组件的移动端连接所述切割机构,用于驱动所述切割机构水平移动。
10、优选的,所述引导导轨还包括连接杆以及固定座;所述固定座相对设置在所述传送带的两侧,所述固定座上开设有与所述连接杆相对应的穿孔,所述连接杆穿过所述穿孔连接所述导向板,所述固定座上设置有用于固定所述连接杆的固定件。
11、优选的,所述切割机构包括电机和切盘,所述电机连接所述切盘,所述切盘的直径大小大于圆形钟表框的直径大小。
12、优选的,所述切割机构还包括防护挡板,所述防护挡板的呈弧形,所述防护挡板将所述切盘半包围在内,且与所述切盘底面位于同一水平面上。
13、优选的,还包括定位机构,所述定位机构包括第二气压缸和定位板,所述第二气压缸悬设在所述加工工位上方,所述第二气压缸的活塞连接所述定位板,所述定位板上开设有与所述圆形钟表框相对应的弧形槽。
14、(三)有益效果
15、本实用新型的有益效果在于:采用上述技术方案,将冲压过后的圆形钟表框依次输送至传送带上,并在引导导轨的引导下逐个移动至加工工位处,在第一气压缸的驱动下,弹性板向内弯折,产生形变,实现对加工工位处圆形钟表框的固定,通过两轴移动机构配合切割机构将圆形钟表框边不平整边缘切除,第一气压缸复位后,切割后的圆形钟表框继续向前移动,便于后续的圆形钟表框重新进行切割加工。
技术特征:
1.一种圆形钟表框切割装置,其特征在于,包括传送带、引导导轨、两轴移动机构以及切割机构;
2.根据权利要求1所述的一种圆形钟表框切割装置,其特征在于,所述两轴移动机构包括垂直相连的x轴移动组件和y轴移动组件,所述y轴移动组件竖直设置,所述y轴移动组件能够驱动所述x轴移动组件实现升降,所述x轴移动组件的移动端连接所述切割机构,用于驱动所述切割机构水平移动。
3.根据权利要求1所述的一种圆形钟表框切割装置,其特征在于,所述引导导轨还包括连接杆以及固定座;所述固定座相对设置在所述传送带的两侧,所述固定座上开设有与所述连接杆相对应的穿孔,所述连接杆穿过所述穿孔连接所述导向板,所述固定座上设置有用于固定所述连接杆的固定件。
4.根据权利要求1所述的一种圆形钟表框切割装置,其特征在于,所述切割机构包括电机和切盘,所述电机连接所述切盘,所述切盘的直径大小大于圆形钟表框的直径大小。
5.根据权利要求4所述的一种圆形钟表框切割装置,其特征在于,所述切割机构还包括防护挡板,所述防护挡板的呈弧形,所述防护挡板将所述切盘半包围在内,且与所述切盘底面位于同一水平面上。
6.根据权利要求1所述的一种圆形钟表框切割装置,其特征在于,还包括定位机构,所述定位机构包括第二气压缸和定位板,所述第二气压缸悬设在所述加工工位上方,所述第二气压缸的活塞连接所述定位板,所述定位板上开设有与所述圆形钟表框相对应的弧形槽。
技术总结
本技术提供的一种圆形钟表框切割装置,引导导轨设置在传送带上,引导导轨包括第一气压缸以及两条平行设置在传送带上的导向板,导向板中的一段由弹性板构成,第一气压缸的活塞连接弹性板,两块弹性板间的间隙为加工工位;两轴移动机构设置在传送带一侧,用于实现切割机构的升降和水平移动;将冲压过后的圆形钟表框依次输送至传送带上,并在引导导轨的引导下逐个移动至加工工位处,在第一气压缸的驱动下,弹性板向内弯折,产生形变,实现对加工工位处圆形钟表框的固定,通过两轴移动机构配合切割机构将圆形钟表框边不平整边缘切除,第一气压缸复位后,切割后的圆形钟表框继续向前移动,便于后续的圆形钟表框重新进行切割加工。
技术研发人员:陈州东
受保护的技术使用者:莆田市唯妙电子有限公司
技术研发日:20230223
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!