一种电机轴自动焊接设备的制作方法
本技术涉及电机生产设备,尤其涉及一种电机轴自动焊接设备。
背景技术:
1、现有电机行业之间竞争激烈,需要使用自动化来代替人工。目前电机轴的工艺是用液压机将电机连接轴和轴芯连接板压在一起,然后人工拿到另外一个治具再由人工焊接。上述工艺存在以下几个问题:1、需要使用人员,人工工时多;2、装配速度无法跟上后序生产需要;3、电机轴的良品率没有保证。
技术实现思路
1、为了克服现有技术的不足,本实用新型的目的在于提供一种电机轴自动焊接设备,其可以实现连接轴、轴芯的自动上料并进行焊接。
2、本实用新型的目的采用以下技术方案实现:
3、一种电机轴自动焊接设备,包括,
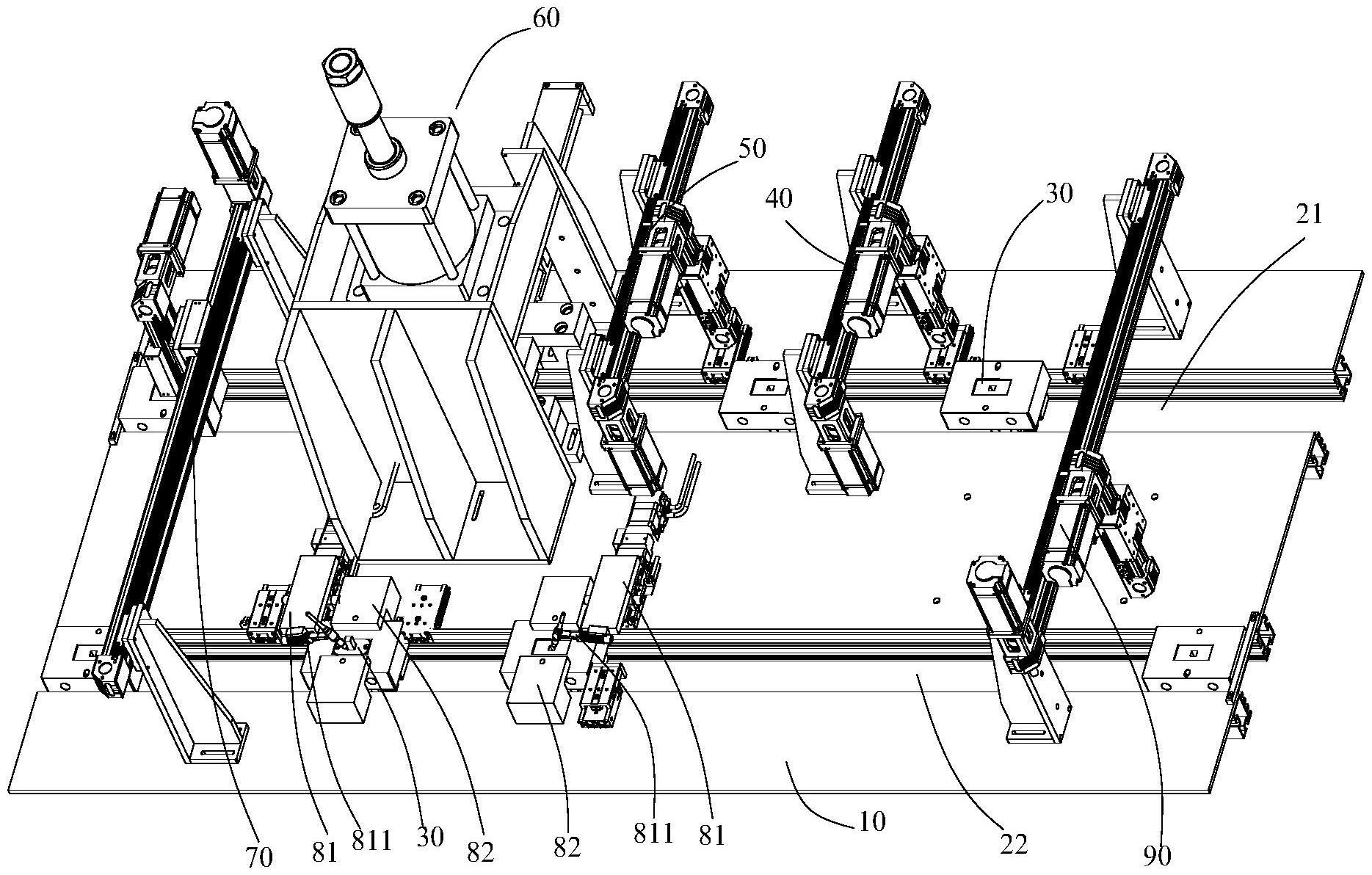
4、机体,所述机体上设有输送线以及定位治具,所述输送线用于输送定位治具;
5、所述输送线的输送方向上依次间隔分布有轴芯上料机构、连接轴上料机构、压合机构、焊接机构,所述轴芯上料机构用于在所述定位治具输送至轴芯上料机构时夹取轴芯至所述定位治具;所述连接轴上料机构用于在所述定位治具输送至连接轴上料机构时夹取连接轴至所述定位治具;所述压合机构包括压合板以及压合板驱动件,所述吸取件用于在定位治具输送至压合板下方时,在所述压合板驱动件的带动下向下运动;所述压合板上设有吸取件,所述吸取件用于吸取轴芯;所述压合板用于压合所述轴芯以及连接轴;所述焊接机构用于在所述定位治具输送至所述焊接机构时对压合后的轴芯以及连接轴进行焊接。
6、进一步地,所述输送线具有第一输送段以及第二输送段;所述第一输送段以及所述第二输送段均用于沿所述机体的长度方向输送定位治具;所述第一输送段以及所述第二输送段分别位于所述机体宽度方向的两侧,所述第一输送段的末端与所述第二输送段的起始端设有第一转移机构;所述第二输送段的末端与所述第一输送段的起始端设有第二转移机构。
7、进一步地,所述第一转移机构包括第一夹取件、第一电动滑台以及第二电动滑台,所述第一电动滑台沿所述机体的宽度方向设置;所述第二电动滑台设置在所述第一电动滑台的滑台上;所述第二电动滑台沿所述机体的高度方向运动。
8、进一步地,所述第二转移机构与所述第一转移机构的结构相同。
9、进一步地,所述机体在宽度方向的两侧均设有多个阻挡机构,多个所述阻挡机构分别对应轴芯上料机构、连接轴上料机构、压合机构、焊接机构设置;所述阻挡机构包括阻挡块以及阻挡块驱动件,所述阻挡块驱动件用于带动所述阻挡块靠近或者远离所述输送线的输送端面运动。
10、进一步地,所述压合机构包括定位轴以及定位轴驱动件,所述定位轴设于所述压合板的下方,所述定位轴驱动件用于带动所述定位轴靠近或者远离所述定位治具运动。
11、进一步地,所述定位治具上设有定位孔;所述定位轴用于穿接至所述定位孔内。
12、进一步地,所述定位治具包括定位板以及定位板驱动件,所述定位板上设有定位槽;所述定位板驱动件用于带动所述机体的高度方向运动。
13、进一步地,所述焊接机构包括焊接枪、焊接枪驱动件、两个定位块以及定位块驱动件,所述定位块设于所述输送线的两侧;所述定位块驱动件用于带动两个所述定位块相互靠近或者相互远离;两个所述定位块之间间隔形成定位间隔;所述焊接枪驱动件用于带动所述焊接枪靠近或者远离定位间隔运动。
14、进一步地,所述焊接机构设有两个,两个所述焊接机构的焊接枪位于定位块相互远离的端部。
15、相比现有技术,本实用新型的有益效果在于:输送线可以输送定位轴芯以及连接轴的定位治具至轴芯上料机构以及连接轴上料机构处先后进行轴芯以及连接轴的上料,用于定位轴芯的定位治具可以在前输送至压合板处,通过压合板的吸取件进行吸附,而在后用于定位连接轴的定位治具则可以在到达压合板下方后,压合板直接下压便可以将轴芯压合至连接轴内,如此,完成轴芯、连接轴的先后上料,便于轴芯以及连接轴在压合机构的压合。此后,压合后的轴芯以及连接轴再由输送线输送至焊接机构进行自动焊接即可,整个过程自动化程度高,实现自动压合、焊接,提高轴芯与连接轴的装配质量以及效率。
技术特征:
1.一种电机轴自动焊接设备,其特征在于,包括,
2.如权利要求1所述的电机轴自动焊接设备,其特征在于,所述输送线具有第一输送段以及第二输送段,所述第一输送段以及所述第二输送段均用于沿所述机体的长度方向输送定位治具;所述第一输送段以及所述第二输送段分别位于所述机体宽度方向的两侧,所述第一输送段的末端与所述第二输送段的起始端设有第一转移机构;所述第二输送段的末端与所述第一输送段的起始端设有第二转移机构。
3.如权利要求2所述的电机轴自动焊接设备,其特征在于,所述第一转移机构包括第一夹取件、第一电动滑台以及第二电动滑台,所述第一电动滑台沿所述机体的宽度方向设置;所述第二电动滑台设置在所述第一电动滑台的滑台上;所述第二电动滑台沿所述机体的高度方向运动。
4.如权利要求3所述的电机轴自动焊接设备,其特征在于,所述第二转移机构与所述第一转移机构的结构相同。
5.如权利要求2所述的电机轴自动焊接设备,其特征在于,所述机体在宽度方向的两侧均设有多个阻挡机构,多个所述阻挡机构分别对应轴芯上料机构、连接轴上料机构、压合机构、焊接机构设置;所述阻挡机构包括阻挡块以及阻挡块驱动件,所述阻挡块驱动件用于带动所述阻挡块靠近或者远离所述输送线的输送端面运动。
6.如权利要求1-5任一项所述的电机轴自动焊接设备,其特征在于,所述压合机构包括定位轴以及定位轴驱动件,所述定位轴设于所述压合板的下方,所述定位轴驱动件用于带动所述定位轴靠近或者远离所述定位治具运动。
7.如权利要求6所述的电机轴自动焊接设备,其特征在于,所述定位治具上设有定位孔;所述定位轴用于穿接至所述定位孔内。
8.如权利要求1-5任一项所述的电机轴自动焊接设备,其特征在于,所述定位治具包括定位板以及定位板驱动件,所述定位板上设有定位槽;所述定位板驱动件用于带动所述机体的高度方向运动。
9.如权利要求1-5任一项所述的电机轴自动焊接设备,其特征在于,所述焊接机构包括焊接枪、焊接枪驱动件、两个定位块以及定位块驱动件,所述定位块设于所述输送线的两侧;所述定位块驱动件用于带动两个所述定位块相互靠近或者相互远离;两个所述定位块之间间隔形成定位间隔;所述焊接枪驱动件用于带动所述焊接枪靠近或者远离定位间隔运动。
10.如权利要求9所述的电机轴自动焊接设备,其特征在于,所述焊接机构设有两个,两个所述焊接机构的焊接枪位于定位块相互远离的端部。
技术总结
本技术公开了一种电机轴自动焊接设备,包括,机体,机体上设有输送线以及定位治具;输送线的输送方向上依次间隔分布有轴芯上料机构、连接轴上料机构、压合机构、焊接机构;压合机构包括压合板以及压合板驱动件,吸取件用于在定位治具输送至压合板下方时,在压合板驱动件的带动下向下运动;压合板上设有吸取件,吸取件用于吸取轴芯;压合板用于压合轴芯以及连接轴;焊接机构用于在定位治具输送至焊接机构时对压合后的轴芯以及连接轴进行焊接。本技术可以实现连接轴、轴芯的自动上料并进行焊接。
技术研发人员:张学院,郑江
受保护的技术使用者:中钧科技(深圳)有限公司
技术研发日:20230216
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!