一种用于五金制品加工的打孔装置的制作方法
本技术涉及五金加工,更具体地说,它涉及一种用于五金制品加工的打孔装置。
背景技术:
1、针对五金制品的加工,常会涉及到较为传统的打孔工艺。打孔操作简单,方式多样,致使衍生出的加工设备品类多,附属功能也多。传统的打孔方式主要包括钻孔和冲孔,前者相比后者具有打孔速度慢,打孔精度高,局部形变小的优点;后者相比前者具有打孔速度快,打孔精度低,局部形变大的优点。
2、上述两种打孔方式分别采用更换直径不等的钻头和直径不等的冲头来实现适配不同孔径孔的打孔操作。当某一工件需加工若干不等径孔时,反复的更换钻头和冲头则较繁琐,且费时,整体效果不佳。据此,本实用新型提出了一种用于五金制品加工的打孔装置。
技术实现思路
1、本实用新型的目的在于克服上述现有技术中的不足,提供一种用于五金制品加工的打孔装置,该打孔装置具有可换型,打孔方便,适应性强的特点。
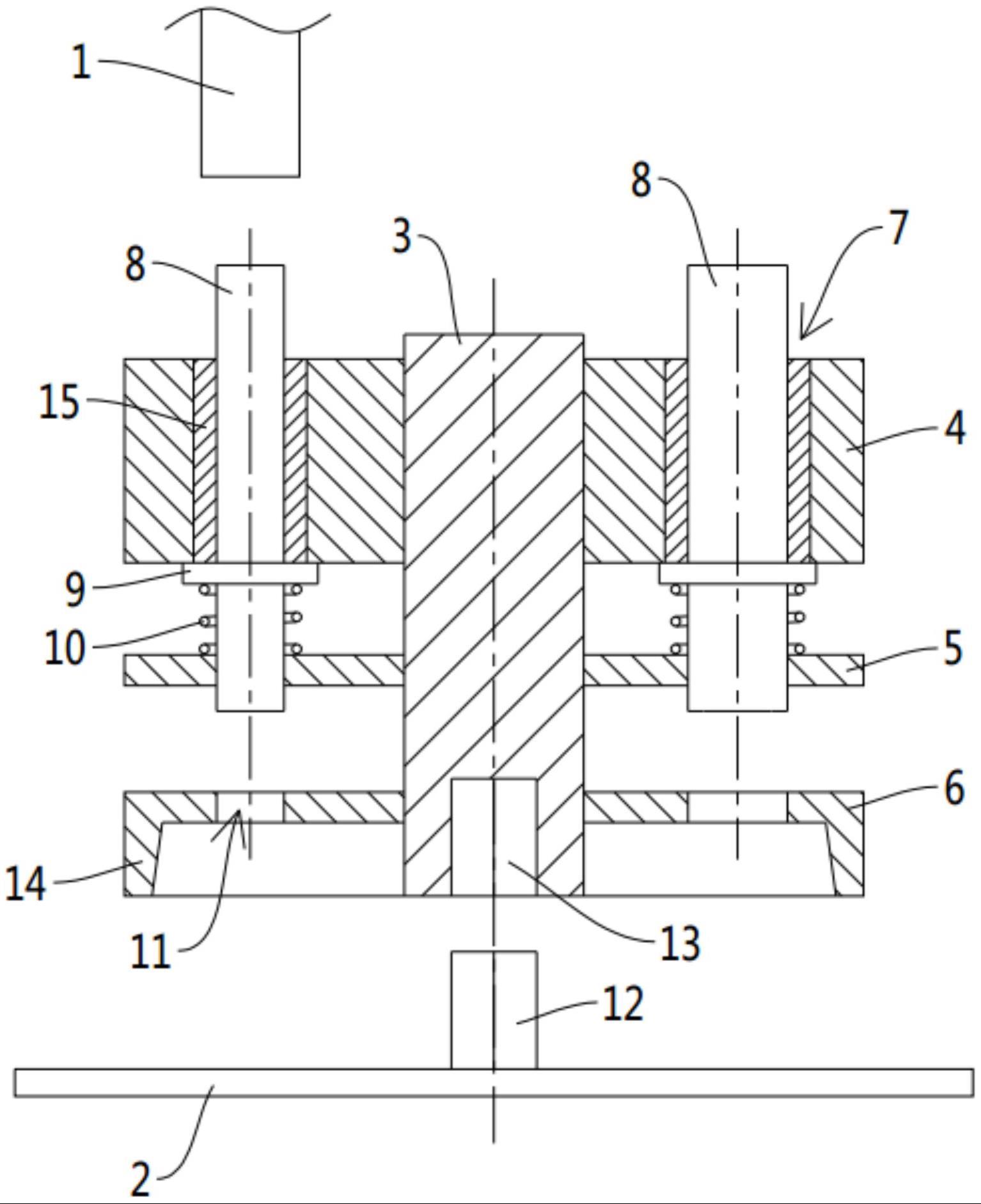
2、为解决上述技术问题,本实用新型的目的是这样实现的:本实用新型所涉及的一种用于五金制品加工的打孔装置,包括作垂直上下运动的冲压头,冲压头的下方设有工作平台,工作平台与所述冲压头间设有打孔工装,所述打孔工装包括中心柱,中心柱上设有呈同轴线设置的上环片、中环片和下环片,所述中心柱外设有多个绕其轴线作等间隔角度环形阵列分布的导向孔,所有导向孔直径不等,所述导向孔贯穿上环片和中环片,所述导向孔内滑动连接有两端均伸出孔口的冲压柱,冲压柱上设有设在所述上环片和中环片间的限位肩,所述冲压柱上套有一端抵住限位肩、另一端抵住中环片的弹性体,所述下环片上开设有与导向孔一一匹配的落料孔,所述冲压头设在其中一冲压柱的正上方。
3、本实用新型进一步设置为:所述工作平台上设有一呈非回转柱状的定位柱,所述中心柱的底部开设有一与定位柱相匹配的定位孔,所述定位柱插装在定位孔内。
4、本实用新型进一步设置为:所述定位柱的横截面呈正多边形,所述定位柱的侧面数量与导向孔的数量相等。
5、本实用新型进一步设置为:所述下环片与工作平台间设有设在下环片上的支撑架,支撑架的底面与所述中心柱的底面均设在同一水平面内。
6、本实用新型进一步设置为:所述冲压柱上套有嵌在上环片内的耐磨衬套,耐磨衬套滑动连接在所述冲压柱上。
7、本实用新型进一步设置为:所述弹性体为压缩弹簧。
8、综上所述,本实用新型具有以下有益效果:本实用新型所涉及的用于五金制品加工的打孔装置,通过周向调节打孔工装,可改变位于冲压柱正下方的冲压柱,由于冲压柱直径均不等,便可选用合适直径大小的冲压柱作打孔使用,达到换型的效果,以至于打孔装置能够适用不同直径孔的打孔操作使用,适应性更强,整体功能完善,实用性强。
技术特征:
1.一种用于五金制品加工的打孔装置,包括作垂直上下运动的冲压头,冲压头的下方设有工作平台,工作平台与所述冲压头间设有打孔工装,其特征在于:所述打孔工装包括中心柱,中心柱上设有呈同轴线设置的上环片、中环片和下环片,所述中心柱外设有多个绕其轴线作等间隔角度环形阵列分布的导向孔,所有导向孔直径不等,所述导向孔贯穿上环片和中环片,所述导向孔内滑动连接有两端均伸出孔口的冲压柱,冲压柱上设有设在所述上环片和中环片间的限位肩,所述冲压柱上套有一端抵住限位肩、另一端抵住中环片的弹性体,所述下环片上开设有与导向孔一一匹配的落料孔,所述冲压头设在其中一冲压柱的正上方。
2.根据权利要求1所述的用于五金制品加工的打孔装置,其特征在于:所述工作平台上设有一呈非回转柱状的定位柱,所述中心柱的底部开设有一与定位柱相匹配的定位孔,所述定位柱插装在定位孔内。
3.根据权利要求2所述的用于五金制品加工的打孔装置,其特征在于:所述定位柱的横截面呈正多边形,所述定位柱的侧面数量与导向孔的数量相等。
4.根据权利要求1-3任一项所述的用于五金制品加工的打孔装置,其特征在于:所述下环片与工作平台间设有设在下环片上的支撑架,支撑架的底面与所述中心柱的底面均设在同一水平面内。
5.根据权利要求4所述的用于五金制品加工的打孔装置,其特征在于:所述冲压柱上套有嵌在上环片内的耐磨衬套,耐磨衬套滑动连接在所述冲压柱上。
6.根据权利要求1所述的用于五金制品加工的打孔装置,其特征在于:所述弹性体为压缩弹簧。
技术总结
本技术公开了一种用于五金制品加工的打孔装置,包括冲压头,冲压头的下方设有工作平台,工作平台与冲压头间设有打孔工装,打孔工装包括中心柱,中心柱上设有呈同轴线设置的上环片、中环片和下环片,中心柱外设有多个绕其轴线作等间隔角度环形阵列分布的导向孔,所有导向孔直径不等,导向孔贯穿上环片和中环片,导向孔内滑动连接有两端均伸出孔口的冲压柱,冲压柱上设有设在上环片和中环片间的限位肩,冲压柱上套有一端抵住限位肩、另一端抵住中环片的弹性体,下环片上开设有与导向孔一一匹配的落料孔,冲压头设在其中一冲压柱的正上方。该打孔装置具有可换型,打孔方便,适应性强的特点,整体功能完善,实用性强。
技术研发人员:姜新风
受保护的技术使用者:平湖佳泽精密机械有限公司
技术研发日:20230224
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!