一种轴承用滚子及加工该滚子的模具的制作方法
本技术涉及轴承,具体为一种轴承用滚子及加工该滚子的模具。
背景技术:
1、众所周知,滚子配合安装在轴承保持架内时,其间隙之间需要填充润滑油以实现高速转动下轴承的润滑,常规的滚子其两端端面为平面,润滑油在对滚子两端端部进行润滑时,由于滚子形状的限制,轴承在高速转动过程中,其内的润滑油很难留存在滚子的两端部,从而造成滚子的两端磨损较为严重,大大降低了滚子的使用寿命。
技术实现思路
1、为解决上述技术问题,本实用新型的目的是提供一种轴承用滚子及加工该滚子的模具,用于改善轴承内滚子的润滑效果,提高滚子的使用寿命。
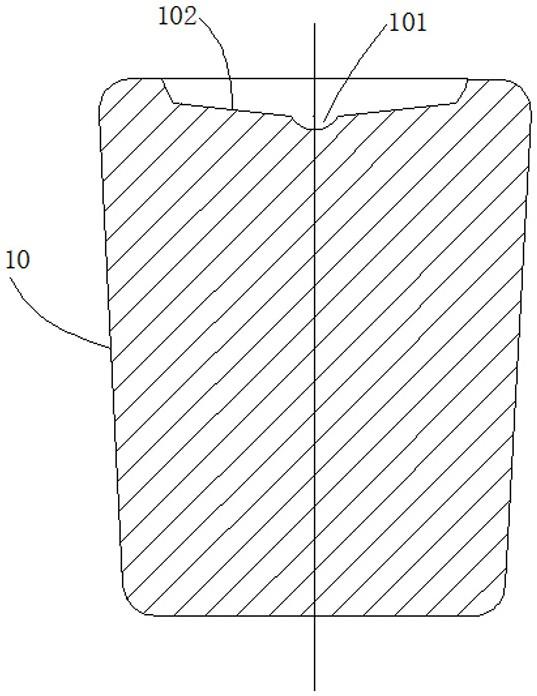
2、本实用新型采用的技术方案是:一种轴承用滚子,在滚子上至少一个侧端面中部设有凹陷槽,所述凹陷槽是由位于中心点的球形槽和分布在球形槽外围的锥形面ⅰ所形成,所述锥形面ⅰ从外侧向球形槽方向其与对应侧滚子端面的距离逐渐加大。
3、作为优选方案,所述凹陷槽仅设置的滚子的大端端面上。
4、本方案还包含一种轴承用滚子所用的模具,包括成型内芯和外套,在所述成型内芯的上端面设有向内部凹陷形成的冲压槽,所述冲压槽的底面中部设有突出所述冲压槽的底面并用于形成滚子端面凹陷形状的成型凸起结构,该成型凸起结构的上顶面由中心位置的球状凸起以及位于球状凸起外围的锥形面ⅱ组成,该锥形面ⅱ从外侧向内侧逐渐升高。
5、作为优选方案,该成型凸起结构与冲压槽侧壁之间的冲压槽底面上设有沿轴向设置并贯穿所述成型内芯的排气孔。
6、作为优选方案,所述排气孔与设置在外套上的导流槽相连通。
7、作为优选方案,所述排气孔的直径为0.45-0.55㎜。
8、作为优选方案,所述球状凸起的直径为2.80±0.05㎜。
9、作为优选方案,所述的外套内表面与成型内芯之间还设有减震槽。
10、作为优选方案,所述外套的外周面上还设有定位凹槽。
11、作为优选方案,所述成型内芯与外套的同轴度≤0.01㎜。
12、本实用新型的有益效果是:
13、其一、本方案通过创新设计,通过改进滚子端面的形状,在滚子的一个侧端面中部设有凹陷槽,该凹陷槽是由位于中心点的球形槽和分布在球形槽外围的锥形面ⅰ所形成,所述锥形面ⅰ从外侧向球形槽方向其与对应侧滚子端面的距离逐渐加大,上述结构可实现如下技术效果:在轴承高速转动中,轴承间隙内的润滑油会逐步进入球形槽内并充满整个球形槽,该球窝内的润滑油与其他润滑油通过分子间的作用力逐步形成以覆盖整个锥形面ⅰ的油膜层,该油膜层极大的改善了轴承内滚子的润滑效果,可大大提高滚子的使用寿命。
14、其二、本方案通过创新设计,通过改进模具的结构,在成型内芯的冲压槽内,位于成型凸起结构与冲压槽侧壁之间的冲压槽底面上设有沿轴向设置并贯穿所述成型内芯的排气孔,该排气孔与外套上的导流槽相连通,在冲压过程中,滚子端面上的油污以及微小颗粒状杂质会随着冲击形成的气流流动,该气流带着油污及颗粒状杂质经排气孔排出,从而保证整个冲压过程中振动较小,有效提高成型后滚子端面的精度,而且还能延长模具的使用寿命。
技术特征:
1.一种轴承用滚子,其特征在于:在滚子上至少一个侧端面中部设有凹陷槽,所述凹陷槽是由位于中心点的球形槽和分布在球形槽外围的锥形面ⅰ所形成,所述锥形面ⅰ从外侧向球形槽方向其与对应侧滚子端面的距离逐渐加大。
2.根据权利要求1所述的一种轴承用滚子,其特征在于:所述凹陷槽仅设置的滚子的大端端面上。
3.用于加工如权利要求1所述的一种轴承用滚子的模具,包括成型内芯和外套,其特征在于:在所述成型内芯的上端面设有向内部凹陷形成的冲压槽,所述冲压槽的底面中部设有突出所述冲压槽的底面并用于形成滚子端面凹陷形状的成型凸起结构,该成型凸起结构的上顶面由中心位置的球状凸起以及位于球状凸起外围的锥形面ⅱ组成,该锥形面ⅱ从外侧向内侧逐渐升高。
4.根据权利要求3所述的模具,其特征在于:该成型凸起结构与冲压槽侧壁之间的冲压槽底面上设有沿轴向设置并贯穿所述成型内芯的排气孔。
5.根据权利要求4所述的模具,其特征在于:所述排气孔与设置在外套上的导流槽相连通。
6.根据权利要求4或5所述的模具,其特征在于:所述排气孔的直径为0.45-0.55㎜。
7.根据权利要求3所述的模具,其特征在于:所述球状凸起的直径为2.80±0.05㎜。
8.根据权利要求3所述的模具,其特征在于:所述的外套内表面与成型内芯之间还设有减震槽。
9.根据权利要求3所述的模具,其特征在于:所述外套的外周面上还设有定位凹槽。
10.根据权利要求3所述的模具,其特征在于:所述成型内芯与外套的同轴度≤0.01㎜。
技术总结
一种轴承用滚子及加工该滚子的模具,在滚子上至少一个侧端面中部设有凹陷槽,所述凹陷槽是由位于中心点的球形槽和分布在球形槽外围的锥形面Ⅰ所形成,所述锥形面Ⅰ从外侧向球形槽方向其与对应侧滚子端面的距离逐渐加大。用于改善轴承内滚子的润滑效果,提高滚子的使用寿命。本方案还包含一种轴承用滚子所用的模具,在成型内芯的冲压槽内,设有沿轴向设置并贯穿所述成型内芯的排气孔,该排气孔与外套上的导流槽相连通,在冲压过程中,滚子端面上的油污以及微小颗粒状粉尘会随着冲击形成的气流流动,该气流带着油污及颗粒状粉尘经排气孔排出,从而保证整个冲压过程中振动较小,有效提高成型后滚子端面的精度,而且还能延长模具的使用寿命。
技术研发人员:张亚纳,郭昊卿
受保护的技术使用者:河南卫创轴承精工科技有限公司
技术研发日:20230224
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!