一种小口径工件的压力容器自动焊接机的制作方法
本技术是一种小口径工件的压力容器自动焊接机,属于焊接设备领域。
背景技术:
1、操作机是指用于把焊工或自动焊机头移动至焊接所需位置,以便于手工焊接、半自动或自动焊接,以保证接过程的稳定,现有的焊接操作机在使用的时候存在一些问题:焊头在焊接管外接口的时候能够灵活操作,但是对于一些小口径压力容器进行焊接的时候,管内的空间较小,焊头容易与内壁发生碰撞在使用的时候较为麻烦。
技术实现思路
1、针对现有技术存在的不足,本实用新型目的是提供一种小口径工件的压力容器自动焊接机,以解决焊头在焊接管外接口的时候能够灵活操作,但是对于一些小口径压力容器进行焊接的时候,管内的空间较小,焊头容易与内壁发生碰撞在使用的时候较为麻烦的问题。
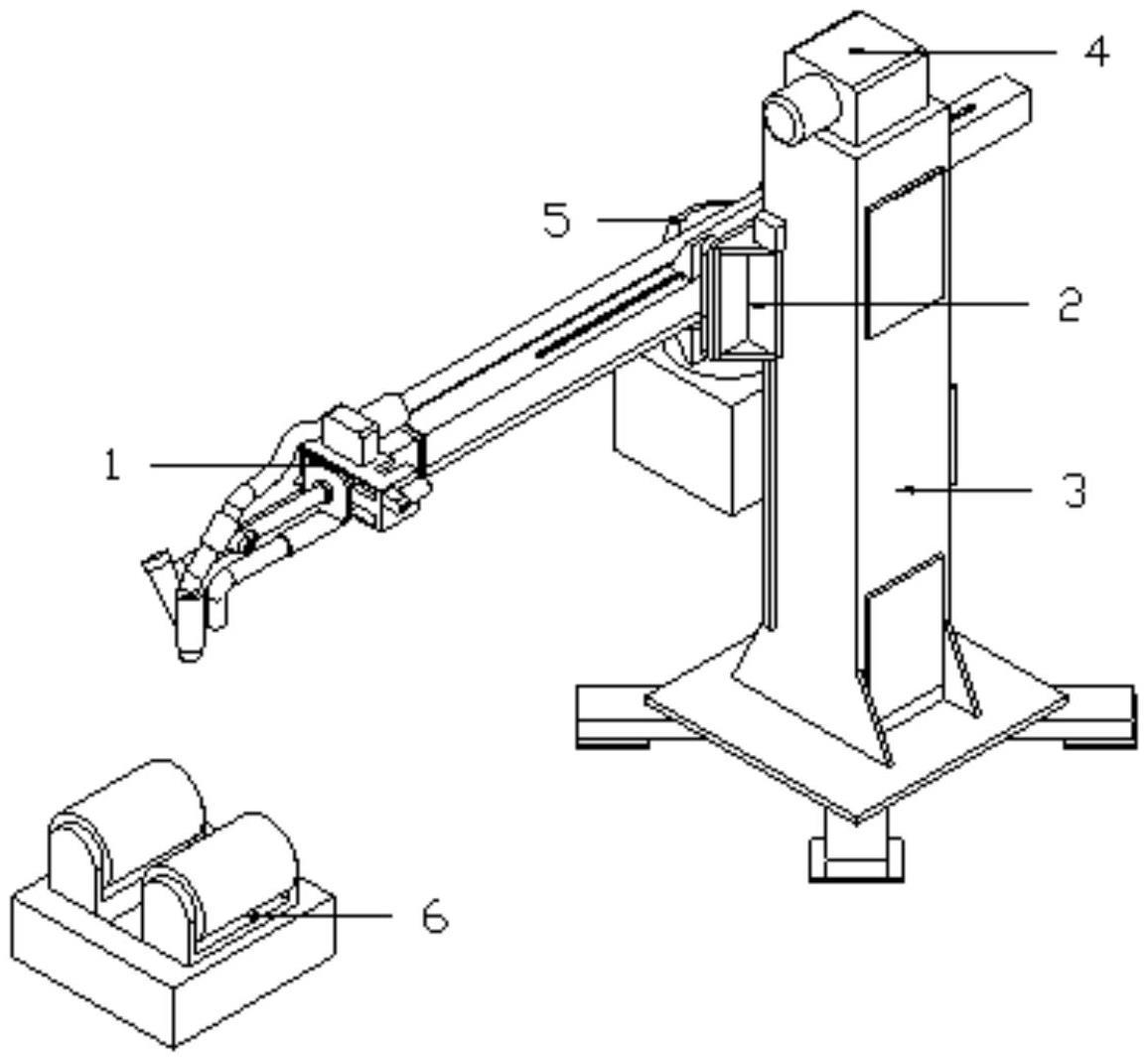
2、为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种小口径工件的压力容器自动焊接机,其结构包括:焊接臂、横向电机、立柱、提升电机、废气回收器、管座,所述焊接臂嵌套在横向电机的滑轨内,且二者机械连接,所述横向电机安设在立柱的滑轨内,并且与提升电机的链条相连接,所述废气回收器通过管道与焊接臂相连接,所述管座安装在焊接臂的底部,所述焊接臂包括:横臂、调节头、调节轴、补光灯、废气吸管、焊接器,所述横臂通过前端的调节轴与调节头相连接,所述补光灯通过支架安装在调节头的底部,所述废气吸管通过管夹安装在固定在调节头的侧边,所述与焊接器安装在调节头的前端。
3、作为优选的,所述调节头包括:第一电机、转向齿盘、第二电机、滑槽、焊架,所述第一电机安装在滑槽的顶部,且第一电机外齿与转向齿盘的外齿相互啮合,所述第二电机安设在滑槽的侧边与焊架间隙配合,所述焊架前端的夹头将焊接器的壳体夹持,且通过螺栓固定。
4、作为优选的,所述废气吸管的管口朝向与焊接器的焊接口朝向保持一致,焊接产生的废气经过废气吸管进入废气回收器内部进行过滤,减少空气污染。
5、作为优选的,所述转向齿盘的齿盘中心与调节轴的中心保持同一轴线,通过转向齿盘的旋转能够控制焊接器的转向,在狭小管道内焊接更为方便。
6、作为优选的,所述第二电机通过贯穿滑槽的丝杆与焊架进行啮合,通过丝杆旋转带动焊架移动,在焊接的时候能够更加快速进行微调,使用更方便。
7、作为优选的,所述补光灯采用led灯,亮度较高照明效果更好。
8、有益效果
9、本实用新型一种小口径工件的压力容器自动焊接机,具有以下效果:通过第一电机旋转在转向齿盘上移动,控制前端的焊接器与废气吸管进行绕轴旋转焊接头,第二电机的旋转丝杆带动滑槽内部的焊架进行左右偏移,能够方便焊接器在狭小的管内进行微调,提高了焊接使用的便捷性,避免了在焊接小口径内管焊接器碰撞的问题发生。
技术特征:
1.一种小口径工件的压力容器自动焊接机,其结构包括:焊接臂(1)、横向电机(2)、立柱(3)、提升电机(4)、废气回收器(5)、管座(6),所述焊接臂(1)嵌套在横向电机(2)的滑轨内,且二者机械连接,所述横向电机(2)安设在立柱(3)的滑轨内,并且与提升电机(4)的链条相连接,所述废气回收器(5)通过管道与焊接臂(1)相连接,所述管座(6)安装在焊接臂(1)的底部,其特征在于:
2.如权利要求1所述的一种小口径工件的压力容器自动焊接机,其特征在于:所述调节头(12)包括:第一电机(121)、转向齿盘(122)、第二电机(123)、滑槽(124)、焊架(125),所述第一电机(121)安装在滑槽(124)的顶部,且第一电机(121)外齿与转向齿盘(122)的外齿相互啮合,所述第二电机(123)安设在滑槽(124)的侧边与焊架(125)间隙配合,所述焊架(125)前端的夹头将焊接器(16)的壳体夹持,且通过螺栓固定。
3.如权利要求1所述的一种小口径工件的压力容器自动焊接机,其特征在于:所述废气吸管(15)的管口朝向与焊接器(16)的焊接口朝向保持一致。
4.如权利要求2所述的一种小口径工件的压力容器自动焊接机,其特征在于:所述转向齿盘(122)的齿盘中心与调节轴(13)的中心保持同一轴线。
5.如权利要求2所述的一种小口径工件的压力容器自动焊接机,其特征在于:所述第二电机(123)通过贯穿滑槽(124)的丝杆与焊架(125)进行啮合。
技术总结
本技术公开了一种小口径工件的压力容器自动焊接机,其结构包括:焊接臂、横向电机、立柱、提升电机、废气回收器、管座,焊接臂嵌套在横向电机的滑轨内,且二者机械连接,横向电机安设在立柱的滑轨内,并且与提升电机的链条相连接,废气回收器通过管道与焊接臂相连接,管座安装在焊接臂的底部;有益效果:通过第一电机旋转在转向齿盘上移动,控制前端的焊接器与废气吸管进行绕轴旋转焊接头,第二电机的旋转丝杆带动滑槽内部的焊架进行左右偏移,能够方便焊接器在狭小的管内进行微调,提高了焊接使用的便捷性,避免了在焊接小口径内管焊接器碰撞的问题发生。
技术研发人员:杨润春,徐荣斌
受保护的技术使用者:泉州市中天石油化工机械制造有限公司
技术研发日:20230224
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!