一种用于改善环形厚板焊缝成型的磁控-气冷装置
本技术涉及焊接装置,具体为一种用于改善环形厚板焊缝成型的磁控-气冷装置。
背景技术:
1、磁控焊接技术是利用外加磁场来调控焊接过程的一种技术,由于装置结构简单、能耗低、成本低等优势,被焊接行业领域的研究学者广泛关注,外加磁场对电弧有力的作用,焊接时能改变电弧空间形态和运动状态,使焊接时电弧与焊缝熔池处的热输入更加均匀,进而提高焊缝成型质量,在环形厚板焊接中,现有的焊接应用上一般先对工件开v型坡口后,然后在机器人末端焊枪前安装激光位移传感器,在焊接方向前实时采集焊缝中心偏差值,让机器人实时纠偏,焊前进行轨迹规划的多层多道焊方式进行焊接,但焊完之后工件表面有以下不足。
2、首先,由于重力因素,焊缝的初始和结束位置很容易出现下榻、焊不满或者多焊而溢出现象,最后需要增加手工补焊、人工打磨工序,降低生产效率;其次,在进行多层多道焊接的过程中,在v型焊缝的两端每层都有侧边缘两道焊缝,传统方法往往通过改变焊枪姿态进行一定角度焊接侧边缘的两条焊缝,但由于重力作用热输入不均匀,导致两侧边缘焊缝不能充分熔融,最后,焊接时传统的水冷装置在施加有磁控装置的条件下,由于磁场容易受到周边环境因素的干扰,如焊枪周边水冷装置水流速度大时,水溶液中离子流动对磁场产生干扰,对磁场控制电弧的力产生干扰,不利于磁场对电弧空间形态的精准控制。
3、综上所述,针对现有技术在实际应用中存在的缺陷,需要进行必要的改进。本实用新型对比现有技术上的不足,设计一种用于改善环形厚板焊缝成型的磁控-气冷装置,一方面利用磁控焊接技术使电弧形态和运动方向发生偏转以及利用磁场对熔融的熔池有力的作用,从而抵消一部分重力,防止焊缝的初始和结束位置出现下榻;另一方面,气冷装置解决了传统水冷装置对磁控电弧的干扰问题,同时,一定流速的氩气能提供一定吹力,一定程度上能增加电弧磁吹偏效果,抵消一部分重力,整体改善了环形厚板焊缝成型质量并且简化传统水冷装置的机械结构。
技术实现思路
1、针对上述现有技术中的问题,本申请提出了一种用于改善环形厚板焊缝成型的磁控-气冷装置。
2、本实用新型的提供一种用于改善环形厚板焊缝成型的磁控-气冷装置,所述磁控-气冷装置包括轴肩式焊枪、双磁极连接架、双对磁极结构以及气冷结构,所述轴肩式焊枪与所述双磁极连接架上部过盈配合,所述双磁极连接架下部通过八个六角螺母与所述双对磁极结构拧紧,所述双对磁极结构的下部分与所述气冷结构通过螺纹配合连接。
3、作为上述技术方案的进一步改进:
4、上述的磁控-气冷装置,进一步地,所述双磁极连接架包括轴承底座、轴承盖板、滚动轴承、密封圈以及转动套筒,所述转动套筒固定于所述承底座的下侧,所述轴承盖板、所述滚动轴承以及所述密封圈按从上到下的顺序依次安装于轴承底座内,所述滚动轴承的内圈与所述轴肩式焊枪轴颈过盈配合,所述滚动轴承的外圈与所述轴承底座的内孔过盈配合。
5、上述的磁控-气冷装置,进一步地,所述双对磁极结构包括两对磁极结构,每对所述磁极结构包括左励磁线圈以及右励磁线圈,所述气冷结构包括两对磁控空心铁芯,每对磁控空心铁芯包括左磁控空心铁芯以及右磁控空心铁芯,所述磁控空心铁芯的上端与进气连接管相连,所述磁控空心铁芯的下端与出气连接管相连,所述左励磁线圈均匀围绕在所述左磁控空心铁芯的外侧,所述右励磁线圈均匀围绕在所述右磁控空心铁芯的外侧,所述磁控空心铁芯安装在所述转动套筒外周的沿其径向延伸的螺纹可调节槽上。
6、上述技术特征可以各种适合的方式组合或由等效的技术特征来替代,只要能够达到本实用新型的目的。
7、本实用新型提供的一种用于改善环形厚板焊缝成型的磁控-气冷装置,与现有技术相比,至少具备有以下有益效果:一方面利用磁控焊接技术使电弧形态和运动方向发生偏转以及利用磁场对熔融的熔池有力的作用,从而抵消一部分重力,防止焊缝的初始和结束位置出现下榻;另一方面,气冷装置解决了传统水冷装置对磁控电弧的干扰问题,同时,一定流速的气流能提供一定吹力,一定程度上能增加电弧磁吹偏效果,抵消一部分重力,整体改善了环形厚板焊缝成型质量并且简化传统水冷装置的机械结构。
8、为使本实用新型的上述目的、特征和优点能更明显和易懂,下文特举较佳实施例,并配合所附附图,做详细说明如下。
技术特征:
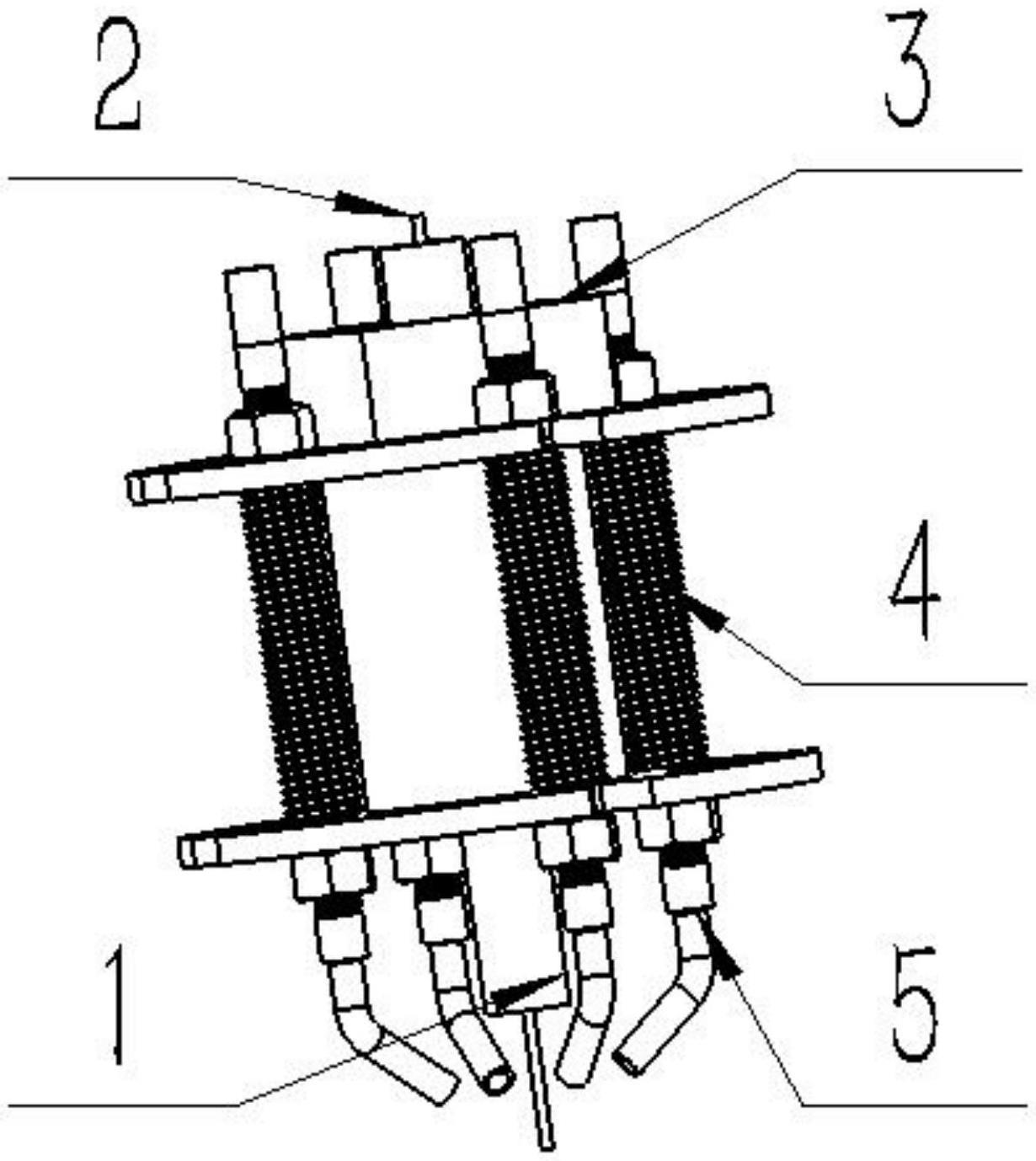
1.一种用于改善环形厚板焊缝成型的磁控-气冷装置,其特征在于,所述磁控-气冷装置包括轴肩式焊枪(1)、双磁极连接架(3)、双对磁极结构(4)以及气冷结构(5),所述轴肩式焊枪(1)与所述双磁极连接架(3)上部过盈配合,所述双磁极连接架(3)下部通过八个六角螺母与所述双对磁极结构(4)拧紧,所述双对磁极结构(4)的下部分与所述气冷结构(5)通过螺纹配合连接。
2.根据权利要求1所述的磁控-气冷装置,其特征在于,所述双磁极连接架(3)包括轴承底座(301)、轴承盖板(302)、滚动轴承(303)、密封圈(304)以及转动套筒(305),所述转动套筒(305)固定于所述承底座(301)的下侧,所述轴承盖板(302)、所述滚动轴承(303)以及所述密封圈(304)按从上到下的顺序依次安装于轴承底座(301)内,所述滚动轴承(303)的内圈与所述轴肩式焊枪(1)轴颈过盈配合,所述滚动轴承(303)的外圈与所述轴承底座(301)的内孔过盈配合。
3.根据权利要求2所述的磁控-气冷装置,其特征在于,所述双对磁极结构(4)包括两对磁极结构,每对所述磁极结构包括左励磁线圈(405)以及右励磁线圈(406),所述气冷结构(5)包括两对磁控空心铁芯,每对磁控空心铁芯包括左磁控空心铁芯(503)以及右磁控空心铁芯(504),所述磁控空心铁芯的上端与进气连接管相连,所述磁控空心铁芯的下端与出气连接管相连,所述左励磁线圈(405)均匀围绕在所述左磁控空心铁芯(503)的外侧,所述右励磁线圈(406)均匀围绕在所述右磁控空心铁芯(504)的外侧,所述磁控空心铁芯安装在所述转动套筒(305)外周的沿其径向延伸的螺纹可调节槽(407)上。
技术总结
本技术提供了一种用于改善环形厚板焊缝成型的磁控‑气冷装置,涉及焊接装置技术领域。该磁控‑气冷装置包括轴肩式焊枪、双磁极连接架、双对磁极结构以及气冷结构,轴肩式焊枪与双磁极连接架上部过盈配合,双磁极连接架下部通过八个六角螺母与双对磁极结构拧紧,双对磁极结构的下部分与气冷结构通过螺纹配合连接。基于本技术的技术方案,该磁控‑气冷装置能够改善了环形厚板焊缝成型质量并且简化传统水冷装置的机械结构。
技术研发人员:洪波,张正明,罗权,秦子濠,杨龙
受保护的技术使用者:湘潭大学
技术研发日:20230228
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!