一种铣压板自动化夹具台的制作方法
本技术涉及机床压板立铣加工,具体涉及一种适用于多种规格的立铣机床铣压板自动化夹具台。
背景技术:
1、压板为立式加工中心、卧式加工中心、炮塔铣床和数控车床等机床小件,多用于传动系统、刀具库等大型部件上,用于机床上的压板一般多为长条状,特别是立式加工中心、卧式加工中心的压板,其需要经过粗铣平面、粗铣斜面、钻孔、锪沉孔等4个主要工序,现有夹装压板时采用单件加工,加工一件需装卸一次,虎钳或者简易工装装夹工件,虽然在中国实用新型专利“一种用于孔加工的数控设备夹具”,公开号cn208628972u,其记载了包括工装板、气动顶紧组合和产品固定组合。其中,工装板包括工装底板、气缸安装板和产品固定组合安装板,气动顶紧组合包括气缸和推板,气缸通过螺钉固定于气缸安装板侧面,推板通过螺钉固定于气缸的活塞杆端部,产品固定组合包括夹具固定板、产品定位板和压块,产品固定组合套装于产品固定组合安装板的侧面,夹具固定板、产品定位板和压块之间螺钉连接;但其仅能完成单件方形零件快速加装,无法完成多件加装,效率较低,在夹装板件时缺失一个定位方向(端面),稳定性不足,如何实现机床用压板快速、高效夹装,是提高零件加工效率和实质的一个生产工艺难题。
技术实现思路
1、针对上述问题,本实用新型提供一种适用于多种规格的立铣机床铣压板自动化夹具台。
2、本实用新型的具体技术方案是,一种铣压板自动化夹具台,包括夹具平台,所述夹具平台上沿长度方向安装有定位条,所述定位条两端设置有能顶紧待加工压板端面的端面定位气缸,所述定位条前方设置前端定位气缸,所述前端定位气缸能顶紧位于定位条前侧的待加工压板侧面,所述定位条后方设置后端定位气缸,所述后端定位气缸能顶紧位于定位条后侧的待加工压板侧面。
3、进一步,优选的是,所述夹具平台为长方形平板结构。
4、进一步,优选的是,所述定位条沿夹具平台中心线水平设置。
5、进一步,优选的是,还包括工位调整定位块,所述定位条前后紧贴定位条设置有工位调整定位块,所述工位调整定位块位于定位条中心部位。
6、进一步,优选的是,所述前端定位气缸包括位于工位调整定位块左侧的前端定位气缸组ⅰ,位于工位调整定位块右侧的前端定位气缸组ⅱ,所述后端定位气缸同样包括位于工位调整定位块左侧的后端定位气缸组ⅰ,位于工位调整定位块右侧的后端定位气缸组ⅱ。
7、进一步,优选的是,所述端面定位气缸包括位于定位条左侧的左端定位气缸组,还包括位于定位条右侧的右端定位气缸组,每组气缸组对称设置有2个以上气缸。
8、进一步,优选的是,所述端面定位气缸、前端定位气缸和后端定位气缸伸缩杆端安装有顶紧锥形头。
9、进一步,优选的是,所述夹具平台底面安装有t型螺母。
10、进一步,优选的是,还包括垫板定位条,所述夹具平台上定位条旁还安装有用于垫装待加工压板的垫板定位条。
11、本实用新型的有益效果是:本夹具平台简单,方便,快捷,工件装好后一键夹紧即可,采取以工件的底面和长侧边为主定位面、以一端头为副定位面,通过气缸伸缩杆端的顶紧锥形头完成夹紧,采取自动的气动夹紧方式,可在气缸的行程范围内加工不同规格的压板,具有较好的通用性,减轻工人劳动强度,夹具稳定性好。
技术特征:
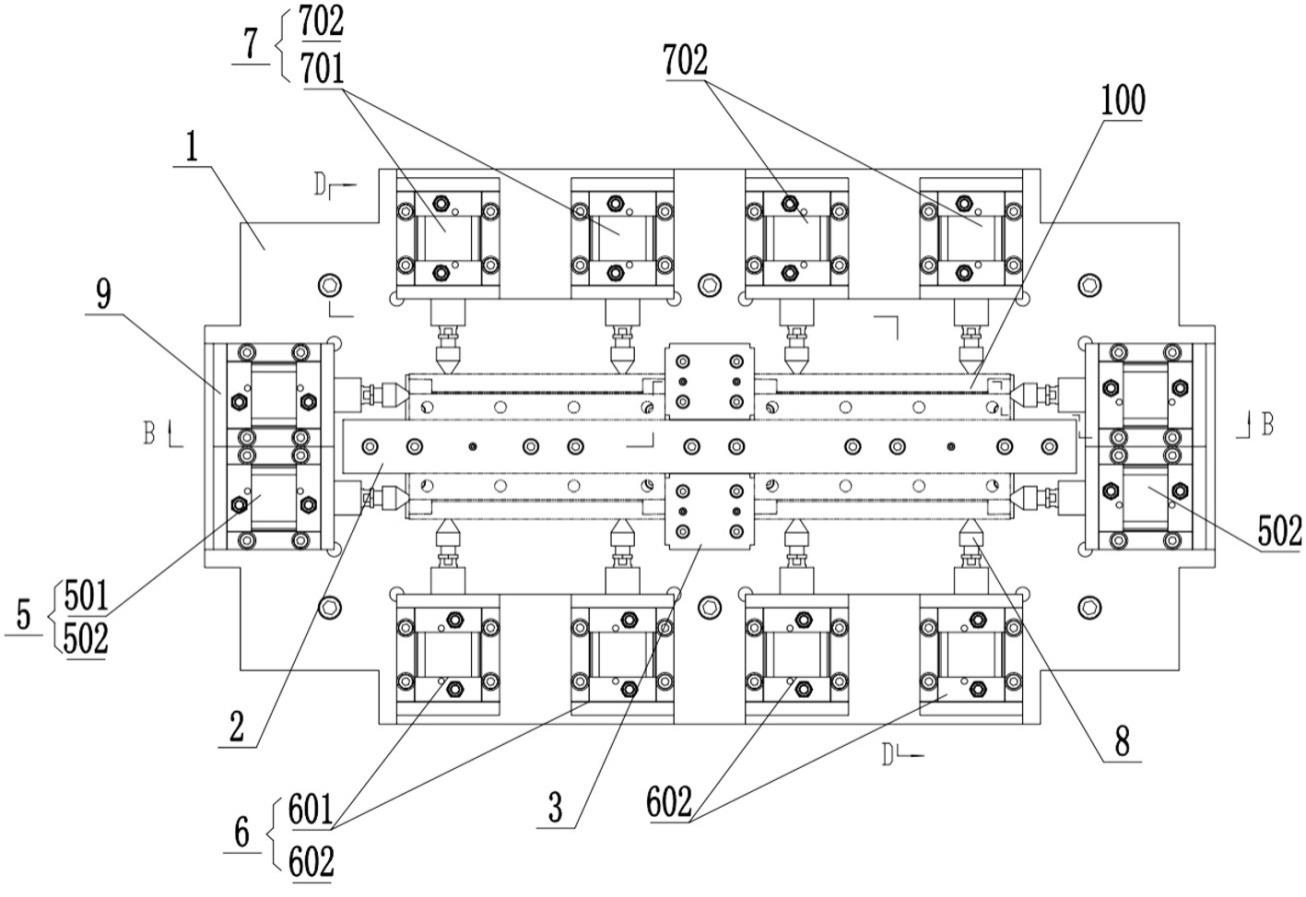
1.一种铣压板自动化夹具台,其特征在于,包括夹具平台(1),所述夹具平台(1)上沿长度方向安装有定位条(2),所述定位条(2)两端设置有能顶紧待加工压板(100)端面的端面定位气缸(5),所述定位条(2)前方设置前端定位气缸(6),所述前端定位气缸(6)能顶紧位于定位条(2)前侧的待加工压板(100)侧面,所述定位条(2)后方设置后端定位气缸(7),所述后端定位气缸(7)能顶紧位于定位条(2)后侧的待加工压板(100)侧面。
2.根据权利要求1所述的一种铣压板自动化夹具台,其特征在于,所述夹具平台(1)为长方形平板结构。
3.根据权利要求1或2所述的一种铣压板自动化夹具台,其特征在于,所述定位条(2)沿夹具平台(1)中心线水平设置。
4.根据权利要求1所述的一种铣压板自动化夹具台,其特征在于,还包括工位调整定位块(3),所述定位条(2)前后紧贴定位条(2)设置有工位调整定位块(3),所述工位调整定位块(3)位于定位条(2)中心部位。
5.根据权利要求4所述的一种铣压板自动化夹具台,其特征在于,所述前端定位气缸(6)包括位于工位调整定位块(3)左侧的前端定位气缸组ⅰ(601),位于工位调整定位块(3)右侧的前端定位气缸组ⅱ(602),所述后端定位气缸(7)同样包括位于工位调整定位块(3)左侧的后端定位气缸组ⅰ(701),位于工位调整定位块(3)右侧的后端定位气缸组ⅱ(702)。
6.根据权利要求1或5所述的一种铣压板自动化夹具台,其特征在于,所述端面定位气缸(5)包括位于定位条(2)左侧的左端定位气缸组(501),还包括位于定位条(2)右侧的右端定位气缸组(502)。
7.根据权利要求1所述的一种铣压板自动化夹具台,其特征在于,所述端面定位气缸(5)、前端定位气缸(6)和后端定位气缸(7)伸缩杆端安装有顶紧锥形头(8)。
8.根据权利要求1所述的一种铣压板自动化夹具台,其特征在于,所述夹具平台(1)底面安装有t型螺母(10)。
9.根据权利要求1或4所述的一种铣压板自动化夹具台,其特征在于,还包括垫板定位条(4),所述夹具平台(1)上定位条(2)旁还安装有用于垫装待加工压板(100)的垫板定位条(4)。
技术总结
本技术涉及一种铣压板自动化夹具台,夹具平台上沿长度方向安装有定位条,定位条两端设置有能顶紧待加工压板端面的端面定位气缸,定位条前方设置前端定位气缸,前端定位气缸能顶紧位于定位条前侧的待加工压板侧面,定位条后方设置后端定位气缸,后端定位气缸能顶紧位于定位条后侧的待加工压板侧面。本夹具平台简单,方便,快捷,工件装好后一键夹紧即可,采取以工件的底面和长侧边为主定位面、以一端头为副定位面,通过气缸伸缩杆端的顶紧锥形头完成夹紧,采取自动的气动夹紧方式,可在气缸的行程范围内加工不同规格的压板,具有较好的通用性,减轻工人劳动强度。
技术研发人员:马光亮,朱友平,张明,芶代安
受保护的技术使用者:禄丰泰富机械制造有限公司
技术研发日:20230228
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!