一种滤芯自动组装生产线设备的制作方法
本技术涉及滤芯生产领域,尤其是一种滤芯自动组装生产线设备。
背景技术:
1、滤芯是过滤净化功能的专业名词,为了净化原流体的资源和资源的分离简便装置,现在滤芯主要用在油过滤、空气过滤、水过滤等过滤行业。
2、目前滤芯在进行生产的过程中普遍是人工组装,由三个人分别组装筒盖、把垫,手动检测,但是在人工组装的过程中依旧存在一些不足:
3、1、人工成本高,招人难;完成此工序需要三个人,人工成本逐年上升,且难招人。
4、2、效率低,人工作业速度较慢;
5、3、人工装配、筒盖旋焊,测试等品质无法保证,没有数据记,为此,我们提出一种滤芯自动组装生产线设备解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种滤芯自动组装生产线设备,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种滤芯自动组装生产线设备,包括多工位链传动机构、筒盖自动上料机构、旋焊机构、自动搬送机构、滤芯自动装把垫机构、自动翻转机构、自动下料机构和机架,所述机架的上表面固定安装有多工位链传动机构,所述筒盖自动上料机构的底面与多工位链传动机构的上表面固定安装,所述旋焊机构的左侧面与筒盖自动上料机构的右侧面固定安装,所述自动搬送机构的底面与机架的上表面固定安装,所述滤芯自动装把垫机构的底面与机架的上表面固定安装,所述自动翻转机构的底面与机架的上表面固定安装,所述自动下料机构的底面与机架的上表面固定安装。
4、在进一步的实施例中,所述多工位链传动机构包括斜块和一组治具,每个所述治具的底面均与多工位链传动机构的控制端固定连接,所述斜块的底面与多工位链传动机构的内底壁固定连接。
5、在进一步的实施例中,所述筒盖自动上料机构包括连接组件、筒盖放置台、x轴控制机构、y轴机构和z轴夹取组件,所述连接组件的底面与筒盖自动上料机构的内底壁固定连接,所述筒盖放置台的底面连接组件的右侧面固定安装,所述x轴控制机构、y轴机构和z轴夹取组件均与筒盖自动上料机构的内壁固定安装。
6、在进一步的实施例中,所述旋焊机构包括气缸旋压头和支撑组件,所述支撑组件的外表面与旋焊机构的内壁固定安装,所述气缸旋压头的顶端与旋焊机构的内顶壁固定连接。
7、在进一步的实施例中,所述自动搬送机构包括横移机构、夹取机构、载台、提升机构、变距机构和接料机构,所述载台的上表面与横移机构的内壁滑动连接,所述夹取机构的底面与载台的底面固定安装,所述自动搬送机构的内底壁固定安装有变距机构和接料机构,所述滤芯自动装把垫机构包括气缸下降组件、伺服电机、x轴机构、二次压平料机构,所述滤芯自动装把垫机构的内壁固定安装有x轴机构,所述滤芯自动装把垫机构的底面固定安装有二次压平料机构,所述滤芯自动装把垫机构的上表面固定安装有气缸下降组件,所述滤芯自动装把垫机构的内壁固定安装有伺服电机。
8、在进一步的实施例中,所述自动翻转机构包括伺服翻转机构、夹爪气缸、顶升气缸组件和定位机构,所述自动翻转机构的底面固定连接有伺服翻转机构,所述自动翻转机构的内壁固定安装有夹爪气缸,所述自动翻转机构的内壁固定安装输出端固定连接有顶升气缸组件和定位机构。
9、在进一步的实施例中,所述自动下料机构包括z轴模组组件、气爪组件、下料组成、检测机器人和定位气缸,所述自动下料机构的控制端分别固定安装有z轴模组组件和气爪组件,自动下料机构的控制端固定安装有下料组成、所述自动下料机构的上表面固定镶嵌有检测机器人,所述自动下料机构的内壁固定安装有定位气缸。
10、与现有技术相比,本实用新型的有益效果是:
11、本装置通过将筒盖、把垫、采用自动上料,一次加料可用40分钟,并且利用自动化集成,自动完成筒盖、把垫、组装检测,各机构部分采用伺服电机控制,可实现产品精准定位,速度快生产效率高,通过自动化设计,自动化程度较高,采用多工位自动送料机构、自动旋焊、自动搬送机构、自动装把垫机构、自动翻转机构、机器人自动检测设计,设备自动完成的滤芯各部件上料组装及测试下料,通过自动化采用伺服电机加plc系统,能够精准控制各运动部位机构精度,并通过plc设置各参数,可记录可报警及筛选出不良品。
技术特征:
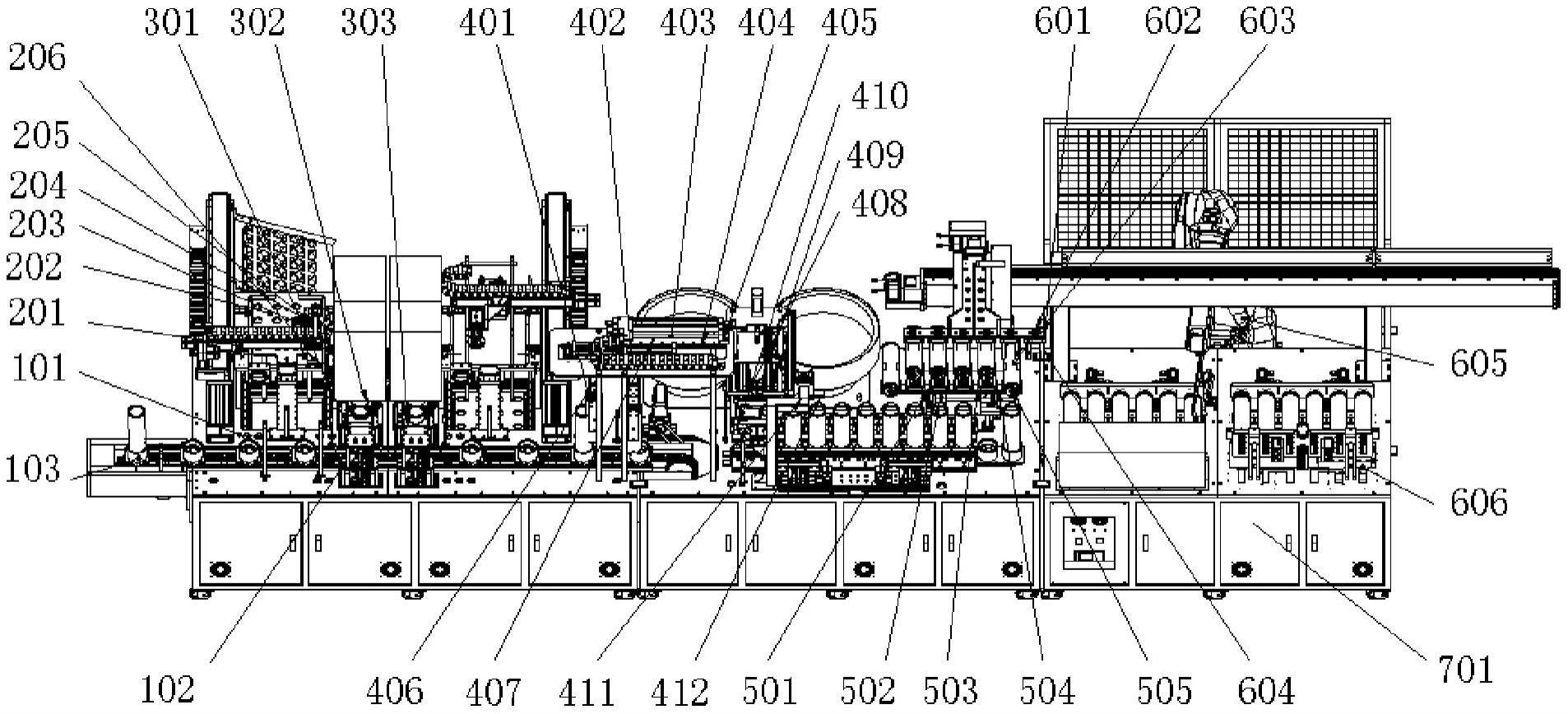
1.一种滤芯自动组装生产线设备,其特征在于:包括多工位链传动机构(101)、筒盖自动上料机构(201)、旋焊机构(301)、自动搬送机构(401)、滤芯自动装把垫机构(408)、自动翻转机构(501)、自动下料机构(601)和机架(701),所述机架(701)的上表面固定安装有多工位链传动机构(101),所述筒盖自动上料机构(201)的底面与多工位链传动机构(101)的上表面固定安装,所述旋焊机构(301)的左侧面与筒盖自动上料机构(201)的右侧面固定安装,所述自动搬送机构(401)的底面与机架(701)的上表面固定安装,所述滤芯自动装把垫机构(408)的底面与机架(701)的上表面固定安装,所述自动翻转机构(501)的底面与机架(701)的上表面固定安装,所述自动下料机构(601)的底面与机架(701)的上表面固定安装。
2.根据权利要求1所述的一种滤芯自动组装生产线设备,其特征在于:所述多工位链传动机构(101)包括斜块(102)和一组治具(103),每个所述治具(103)的底面均与多工位链传动机构(101)的控制端固定连接,所述斜块(102)的底面与多工位链传动机构(101)的内底壁固定连接。
3.根据权利要求1所述的一种滤芯自动组装生产线设备,其特征在于:所述筒盖自动上料机构(201)包括连接组件(202)、筒盖放置台(203)、x轴控制机构(204)、y轴机构(205)和z轴夹取组件(206),所述连接组件(202)的底面与筒盖自动上料机构(201)的内底壁固定连接,所述筒盖放置台(203)的底面连接组件(202)的右侧面固定安装,所述x轴控制机构(204)、y轴机构(205)和z轴夹取组件(206)均与筒盖自动上料机构(201)的内壁固定安装。
4.根据权利要求1所述的一种滤芯自动组装生产线设备,其特征在于:所述旋焊机构(301)包括气缸旋压头(302)和支撑组件(303),所述支撑组件(303)的外表面与旋焊机构(301)的内壁固定安装,所述气缸旋压头(302)的顶端与旋焊机构(301)的内顶壁固定连接。
5.根据权利要求1所述的一种滤芯自动组装生产线设备,其特征在于:所述自动搬送机构(401)包括横移机构(402)、夹取机构(403)、载台(404)、提升机构(405)、变距机构(406)和接料机构(407),所述载台(404)的上表面与横移机构(402)的内壁滑动连接,所述夹取机构(403)的底面与载台(404)的底面固定安装,所述自动搬送机构(401)的内底壁固定安装有变距机构(406)和接料机构(407),所述滤芯自动装把垫机构(408)包括气缸下降组件(409)、伺服电机(410)、x轴机构(411)、二次压平料机构(412),所述滤芯自动装把垫机构(408)的内壁固定安装有x轴机构(411),所述滤芯自动装把垫机构(408)的底面固定安装有二次压平料机构(412),所述滤芯自动装把垫机构(408)的上表面固定安装有气缸下降组件(409),所述滤芯自动装把垫机构(408)的内壁固定安装有伺服电机(410)。
6.根据权利要求1所述的一种滤芯自动组装生产线设备,其特征在于:所述自动翻转机构(501)包括伺服翻转机构(502)、夹爪气缸(503)、顶升气缸组件(504)和定位机构(505),所述自动翻转机构(501)的底面固定连接有伺服翻转机构(502),所述自动翻转机构(501)的内壁固定安装有夹爪气缸(503),所述自动翻转机构(501)的内壁固定安装输出端固定连接有顶升气缸组件(504)和定位机构(505)。
7.根据权利要求1所述的一种滤芯自动组装生产线设备,其特征在于:所述自动下料机构(601)包括z轴模组组件(602)、气爪组件(603)、下料组成(604)、检测机器人(605)和定位气缸(606),所述自动下料机构(601)的控制端分别固定安装有z轴模组组件(602)和气爪组件(603),自动下料机构(601)的控制端固定安装有下料组成(604)、所述自动下料机构(601)的上表面固定镶嵌有检测机器人(605),所述自动下料机构(601)的内壁固定安装有定位气缸(606)。
技术总结
本技术公开了一种滤芯自动组装生产线设备,多工位链传动机构、筒盖自动上料机构、旋焊机构、自动搬送机构、滤芯自动装把垫机构、自动翻转机构、自动下料机构和机架,所述机架的上表面固定安装有多工位链传动机构,所述筒盖自动上料机构的底面与多工位链传动机构的上表面固定安装,所述旋焊机构的左侧面与筒盖自动上料机构的右侧面固定安装。本装置自动化程度较高,采用多工位自动送料机构、自动旋焊、自动搬送机构、自动装把垫机构、自动翻转机构、机器人自动检测设计,设备自动完成对滤芯各部件上料组装及测试下料,通过自动化采用伺服电机加PLC系统,能够精准控制各运动部位机构精度,PLC设置各参数,可记录可报警及筛选出不良品。
技术研发人员:彭尖利,周志锋,杨联旺,黄敏静
受保护的技术使用者:佛山市群成自动化科技有限公司
技术研发日:20230301
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!