一种开关座子柔性装配机的制作方法
本技术属于开关座子柔性装配机相关,具体涉及一种开关座子柔性装配机。
背景技术:
1、装配机是将产品的若干个零部件通过紧配,卡扣,螺纹连接,粘合,铆合,焊接等方式组合到一起得到符合预定的尺寸精度及功能的成品的机械设备。
2、现有作业方式为人工组装,检验,收料,所有工站作业都由人工完成,由于物料比较小,人工检验的漏失率、不良品的流出率风险高且组装效率低,以上作业方式对人员的主观意识判断的依赖性高,易导致不良品的产生,及不良品流入客户端的风险。
技术实现思路
1、本实用新型的目的在于提供一种开关座子柔性装配机,以解决上述背景技术中提出的套管机在使用时,现有作业方式为人工组装,检验,收料,所有工站作业都由人工完成,由于物料比较小,人工检验的漏失率、不良品的流出率风险高且组装效率低,以上作业方式对人员的主观意识判断的依赖性高,易导致不良品的产生,及不良品流入客户端的风险的问题。
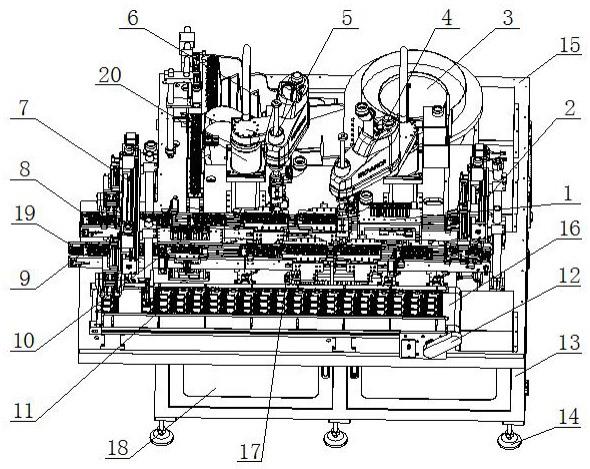
2、为实现上述目的,本实用新型提供如下技术方案:一种开关座子柔性装配机,包括底座压料模组,位于底座压料模组右端位置处的产品移位b,位于底座压料模组上端位置处的开关机器人组装模组,与开关机器人组装模组连接的开关振动盘,在开关机器人组装模组下方位置处进行工作的底座机器人组装模组,位于底座机器人组装模组左端位置处的底座推板机,位于底座推板机左端位置处的产品移位a,位于产品移位a左端位置处的产品进料流道,位于产品进料流道前端位置处的产品出料流道,位于底座压料模组上端位置处的开关压料模组,位于开关压料模组去前端位置处的底盖进料流道,所述产品出料流道将产品排出,所述开关压料模组用于进行压合。
3、优选的,所述开关压料模组与不锈钢链条配合进行工作,所述产品移位a将底盖夹入到产品进料流道。
4、优选的,所述底座推板机将底座排列,所述底座机器人组装模组将底座装至底盖内,所述底座机器人组装模组通过侧面位置处的驱动电机进行工作。
5、优选的,所述底座压料模组在组装完成后进行压合工作。
6、优选的,所述产品移位b将组装完成的底座夹取到产品出料流道。
7、优选的,所述开关振动盘对开关进行排列,所述开关机器人组装模组将开关组装至底盖内。
8、优选的,所述开关压料模组对组装完成的开关进行压合。
9、优选的,所述产品出料流道将产品流出,所述产品出料流道通过传动皮带进行移动,所述传动皮带套接在滚轮的外壁位置处。
10、优选的,所述底盖进料流道通过传动机构进行移动,所述底盖进料流道工作在输送平台的上端位置处,所述传动机构位于工作平台的上端位置处。
11、优选的,所述工作平台放置在底部基座的上端位置处,所述底部基座通过下端位置处的高脚底座支撑在地面,所述底部基座通过打开前端两侧位置处的防护箱门可对装置进行维修,所述防护箱门在前端位置处通过锁孔与底部基座锁紧。
12、与现有技术相比,本实用新型提供了一种开关座子柔性装配机,具备以下有益效果:
13、本装置底盖由人工放入流水线,通过产品移位a模组夹取至产品入料流道,底座推板机将底座排列,由底座机器人组装工站组装至底盖内,组装完成后由底座组装压料进行压合,底座组装完成,由产品移位b模组夹取产品至产品出料流道,开光由振动盘排列,通过开关机器人组装工站组装至底盖内,组装完成后由开关组装压料进行压合,组装完成的产品流出出料流道。
技术特征:
1.一种开关座子柔性装配机,包括底座压料模组(1),位于底座压料模组(1)右端位置处的产品移位b(2),位于底座压料模组(1)上端位置处的开关机器人组装模组(4),与开关机器人组装模组(4)连接的开关振动盘(3),在开关机器人组装模组(4)下方位置处进行工作的底座机器人组装模组(5),位于底座机器人组装模组(5)左端位置处的底座推板机(6),位于底座推板机(6)左端位置处的产品移位a(7),位于产品移位a(7)左端位置处的产品进料流道(8),位于产品进料流道(8)前端位置处的产品出料流道(9),位于底座压料模组(1)上端位置处的开关压料模组(10),位于开关压料模组(10)去前端位置处的底盖进料流道(11),其特征在于:所述产品出料流道(9)将产品排出,所述开关压料模组(10)用于进行压合。
2.根据权利要求1所述的一种开关座子柔性装配机,其特征在于:所述开关压料模组(10)与不锈钢链条(17)配合进行工作,所述产品移位a(7)将底盖夹入到产品进料流道(8)。
3.根据权利要求2所述的一种开关座子柔性装配机,其特征在于:所述底座推板机(6)将底座排列,所述底座机器人组装模组(5)将底座装至底盖内,所述底座机器人组装模组(5)通过侧面位置处的驱动电机(20)进行工作。
4.根据权利要求3所述的一种开关座子柔性装配机,其特征在于:所述底座压料模组(1)在组装完成后进行压合工作。
5.根据权利要求4所述的一种开关座子柔性装配机,其特征在于:所述产品移位b(2)将组装完成的底座夹取到产品出料流道(9)。
6.根据权利要求1所述的一种开关座子柔性装配机,其特征在于:所述开关振动盘(3)对开关进行排列,所述开关机器人组装模组(4)将开关组装至底盖内。
7.根据权利要求6所述的一种开关座子柔性装配机,其特征在于:所述开关压料模组(10)对组装完成的开关进行压合。
8.根据权利要求7所述的一种开关座子柔性装配机,其特征在于:所述产品出料流道(9)将产品流出,所述产品出料流道(9)通过传动皮带(19)进行移动,所述传动皮带(19)套接在滚轮的外壁位置处。
9.根据权利要求1所述的一种开关座子柔性装配机,其特征在于:所述底盖进料流道(11)通过传动机构(12)进行移动,所述底盖进料流道(11)工作在输送平台(16)的上端位置处,所述传动机构(12)位于工作平台(15)的上端位置处。
10.根据权利要求9所述的一种开关座子柔性装配机,其特征在于:所述工作平台(15)放置在底部基座(13)的上端位置处,所述底部基座(13)通过下端位置处的高脚底座(14)支撑在地面,所述底部基座(13)通过打开前端两侧位置处的防护箱门(18)可对装置进行维修,所述防护箱门(18)在前端位置处通过锁孔与底部基座(13)锁紧。
技术总结
本技术公开了一种开关座子柔性装配机,包括底座压料模组,位于底座压料模组右端位置处的产品移位B,位于底座压料模组上端位置处的开关机器人组装模组,位于开关压料模组去前端位置处的底盖进料流道,所述产品出料流道将产品排出,所述开关压料模组用于进行压合,本装置底盖由人工放入流水线,通过产品移位A模组夹取至产品入料流道,底座推板机将底座排列,由底座机器人组装工站组装至底盖内,组装完成后由底座组装压料进行压合,底座组装完成,由产品移位B模组夹取产品至产品出料流道,开光由振动盘排列,通过开关机器人组装工站组装至底盖内,组装完成后由开关组装压料进行压合,组装完成的产品流出出料流道。
技术研发人员:万林,沈鹏,刘青松,陈强
受保护的技术使用者:苏州盈宏自动化设备有限公司
技术研发日:20230302
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!