排气管隔热罩的冲压卷圆模具的制作方法
本技术涉及卷圆模具,具体为排气管隔热罩的冲压卷圆模具。
背景技术:
1、现有的排气管隔热罩一般通过冲压卷圆一体加工成型,成型后的卷圆利用激光焊接完成零件的加工,而现有的冲压卷圆模具中一般都会使用到模芯,如专利cn202122306820.1中提供的一种模具加工的冲压装置,该装置中利用了位于底部限位板和限位凸起之间的限位柱对板材进行成型,且限位柱固定在限位平台的侧面,仅仅通过限位柱与限位平台之间的连接关系对限位柱限位,在冲压成型过程中无法保证限位柱与底部限位板之间距离的均匀,长时间的冲压成型会增大对模具的损耗,降低模具的使用寿命,甚至会使卷圆成型的板材存在误差。
技术实现思路
1、本实用新型的目的在于提供排气管隔热罩的冲压卷圆模具,通过在模芯的两端下方安装冲压弹簧,在模芯的两端上方安装氮气弹簧,利用冲压弹簧进行定位支撑,保证模芯两端始终水平,利用氮气弹簧使模芯的两端受力均匀,从而保证板材的卷圆精度,减小对模具的损耗,延长模具的使用寿命。
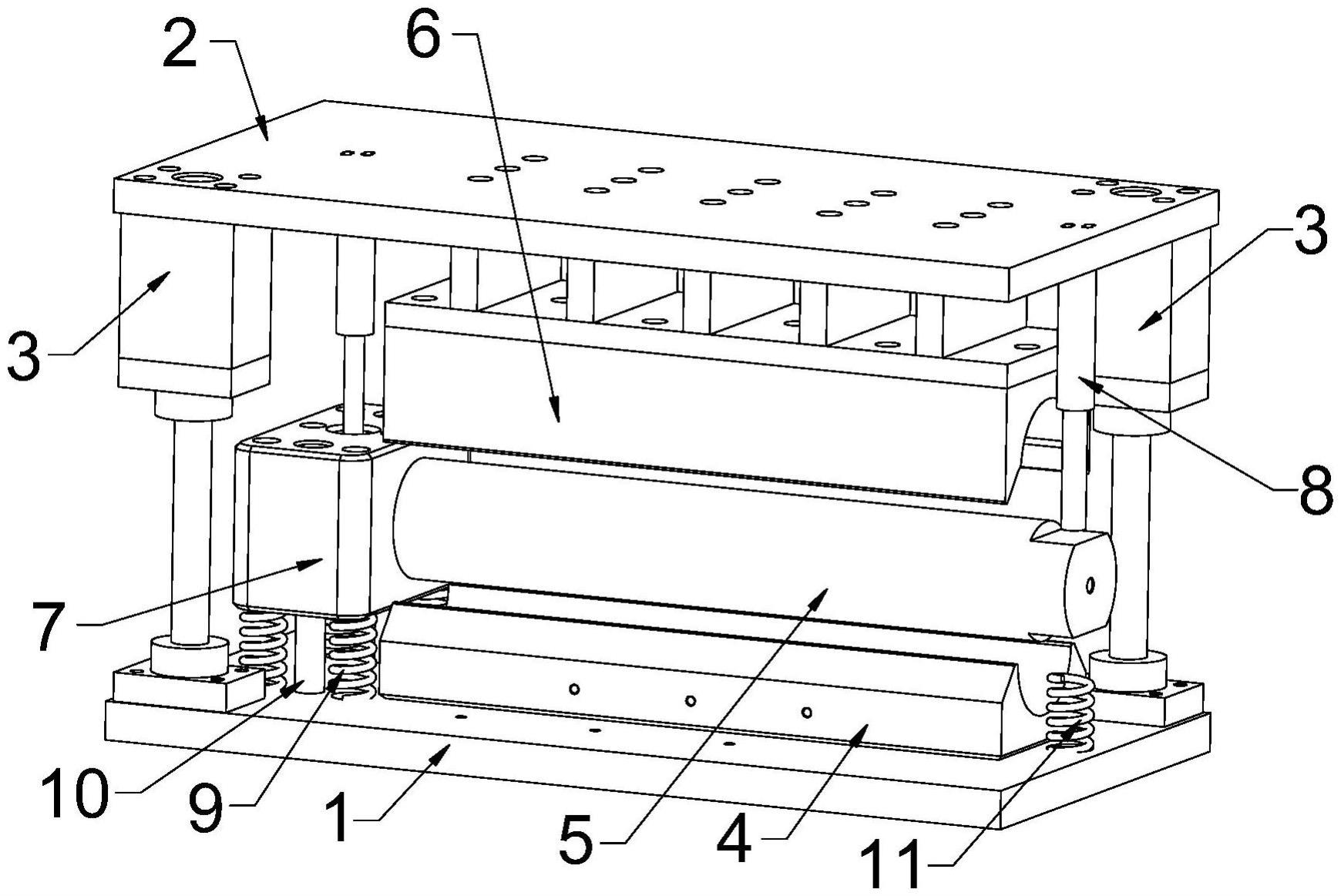
2、本实用新型提供如下技术方案:排气管隔热罩的冲压卷圆模具,包括上垫板和下垫板,所述下垫板上连接有下模,所述上垫板的下端连接有上模,所述下垫板上方还连接有可上下运动的模芯,所述模芯位于上模和下模之间,所述上垫板和下垫板之间连接有主导柱组,所述上模和下模合模后会在模芯的表面上形成圆形的通道用于对板材冲压成型,其特征在于:所述模芯的一端套接固定有模芯安装块,所述模芯安装块的下端连接有第一冲压弹簧,所述第一冲压弹簧安装在下垫板上,所述模芯另一端的下方也安装有第二冲压弹簧,第二冲压弹簧安装在下垫板上,所述第一冲压弹簧位、第二冲压弹簧分别于下模的左右两侧,所述第一冲压弹簧和第二冲压弹簧为相同的弹簧,所述上垫板的下端还固定有两个氮气弹簧,所述氮气弹簧分别位于模芯安装块的上方和模芯右端的上方。
3、为了保证上模与模芯的合模顺序,所述氮气弹簧内的压力大于第一冲压弹簧位或第二冲压弹簧的弹力。
4、为了将模芯安装块固定在模芯上并方便控制模芯的上下运动,所述模芯两端的上下表面上均成型有水平面,所述模芯安装块内开设有安装孔,所述安装孔的上下内壁为水平面,左右内壁为弧面,所述模芯安装块套接在模芯的一端与模芯一起上下运动。
5、为了使上、下模以及模芯之间形成圆形通道,所述上模内向上凹陷成型有上弧面,下模内向下凹陷成型有下弧面,所述上弧面和下弧面均为半圆形,所述模芯为圆形柱体。
6、为了使板材卷圆更加顺畅,所述下模两侧面的上端成型有对称的下倒角,所述上模内壁的两端成型有对称的上倒角,所述上倒角和下倒角配合,所述上倒角向外倾斜。
7、为了使模芯的左右两端同时下降,所述模芯安装块的上表面上开设有凹槽,所述氮气弹簧与凹槽配合,另一端的氮气弹簧与模芯的水平面相抵。
8、为了使模芯和模芯安装块只能在竖直方向上运动,所述下垫板上还固定有模芯安装块导柱,所述模芯安装块套接在模芯安装块导柱上,模芯安装块导柱对模芯安装块的上下运动进行导向。
9、为了方便将成型的卷圆板材推出,避免手伸入模具下方进行取料,所述模芯安装块的两内壁向外成型插孔,所述插孔位于模芯径向的两端,所述模芯安装块的外侧连接有安装板,所述安装板上固定有气缸,所述气缸的输出端连接有插件,所述插件与插孔配合,所述插件包括连接座和位于连接座两端的插板,所述插板呈圆弧状。
10、与现有技术相比,本实用新型所达到的有益效果是:通过在模芯两端的下方安装冲压弹簧,冲压弹簧能够对模芯进行定位支撑,使模芯下降后能够在冲压弹簧的作用下保持模芯两端的水平,进一步使模芯与上模或下模之间的距离保持均匀,防止模芯偏斜,降低对模具的损耗,延长模具的使用寿命。
技术特征:
1.排气管隔热罩的冲压卷圆模具,包括上垫板和下垫板,所述下垫板上连接有下模,所述上垫板的下端连接有上模,所述下垫板上方还连接有可上下运动的模芯,所述模芯位于上模和下模之间,所述上垫板和下垫板之间连接有主导柱组,所述上模和下模合模后会在模芯的表面上形成圆形的通道用于对板材冲压成型,其特征在于:所述模芯的一端套接固定有模芯安装块,所述模芯安装块的下端连接有第一冲压弹簧,所述第一冲压弹簧安装在下垫板上,所述模芯另一端的下方也安装有第二冲压弹簧,第二冲压弹簧安装在下垫板上,所述第一冲压弹簧位、第二冲压弹簧分别于下模的左右两侧,所述第一冲压弹簧和第二冲压弹簧为相同的弹簧,所述上垫板的下端还固定有两个氮气弹簧,所述氮气弹簧分别位于模芯安装块的上方和模芯右端的上方。
2.根据权利要求1所述的排气管隔热罩的冲压卷圆模具,其特征在于:所述氮气弹簧内的压力大于第一冲压弹簧或第二冲压弹簧的弹力。
3.根据权利要求1所述的排气管隔热罩的冲压卷圆模具,其特征在于:所述模芯两端的上下表面上均成型有水平面,所述模芯安装块内开设有安装孔,所述安装孔的上下内壁为水平面,左右内壁为弧面,所述模芯安装块套接在模芯的一端与模芯一起上下运动。
4.根据权利要求1所述的排气管隔热罩的冲压卷圆模具,其特征在于:所述上模内向上凹陷成型有上弧面,下模内向下凹陷成型有下弧面,所述上弧面和下弧面均为半圆形,所述模芯为圆形柱体。
5.根据权利要求4所述的排气管隔热罩的冲压卷圆模具,其特征在于:所述下模两侧面的上端成型有对称的下倒角,所述上模内壁的两端成型有对称的上倒角,所述上倒角和下倒角配合,所述上倒角向外倾斜。
6.根据权利要求3所述的排气管隔热罩的冲压卷圆模具,其特征在于:所述模芯安装块的上表面上开设有凹槽,所述氮气弹簧与凹槽配合,另一端的氮气弹簧与模芯的水平面相抵。
7.根据权利要求1所述的排气管隔热罩的冲压卷圆模具,其特征在于:所述下垫板上还固定有模芯安装块导柱,所述模芯安装块套接在模芯安装块导柱上,模芯安装块导柱对模芯安装块的上下运动进行导向。
8.根据权利要求1所述的排气管隔热罩的冲压卷圆模具,其特征在于:所述模芯安装块的两内壁向外成型插孔,所述插孔位于模芯径向的两端,所述模芯安装块的外侧连接有安装板,所述安装板上固定有气缸,所述气缸的输出端连接有插件,所述插件与插孔配合,所述插件包括连接座和位于连接座两端的插板,所述插板呈圆弧状。
技术总结
本技术公开了排气管隔热罩的冲压卷圆模具,包括上垫板、下垫板、上模、下模和模芯,所述上模和下模合模后会在模芯的表面上形成圆形的通道用于对板材冲压成型,所述模芯的一端套接固定有模芯安装块,所述模芯安装块的下端连接有第一冲压弹簧,所述模芯另一端的下方也安装有第二冲压弹簧,第一、第二冲压弹簧安装在下垫板上,所述第一冲压弹簧位、第二冲压弹簧分别于下模的左右两侧,所述上垫板的下端还固定有两个氮气弹簧,所述氮气弹簧分别位于模芯安装块的上方和模芯右端的上方,本技术通过在模芯两端的上下方分别设置氮气弹簧和第一、第二冲压弹簧,使模芯始终能够保持水平,降低了对模具的损耗,延长模具使用寿命。
技术研发人员:潘鑫
受保护的技术使用者:常州良旭车辆配件有限公司
技术研发日:20230228
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!