一种管件上料夹紧装置的制作方法
本技术涉及管件加工,特别涉及一种管件上料夹紧装置。
背景技术:
1、在对管件端部进行冲压加工时,通常需要先通过定位冲模和夹模对管件进行定位夹紧,管件在夹紧后,再通过冲压模具对管件的端部进行轴向冲压加工,将管件的端部冲压成所需的形状;冲压完成后,夹模松开管件,通过机械手或者人工的方式进行卸料。
2、但是在对对一些长度较短的管件进行加工时,受限于管件本身的长度,使得夹模对管件的夹持长度较短,夹持效果较差;而冲压模具在对管件进行轴向冲压时,会对管件产生较大的轴向压力,管件在受到较大的轴向压力后,很容易与夹模之间发生打滑现象,使管件在夹模中发生轴向移动,导致加工失败,产品报废。
技术实现思路
1、本实用新型的目的是解决现有技术中的不足之处,提供一种管件上料夹紧装置。
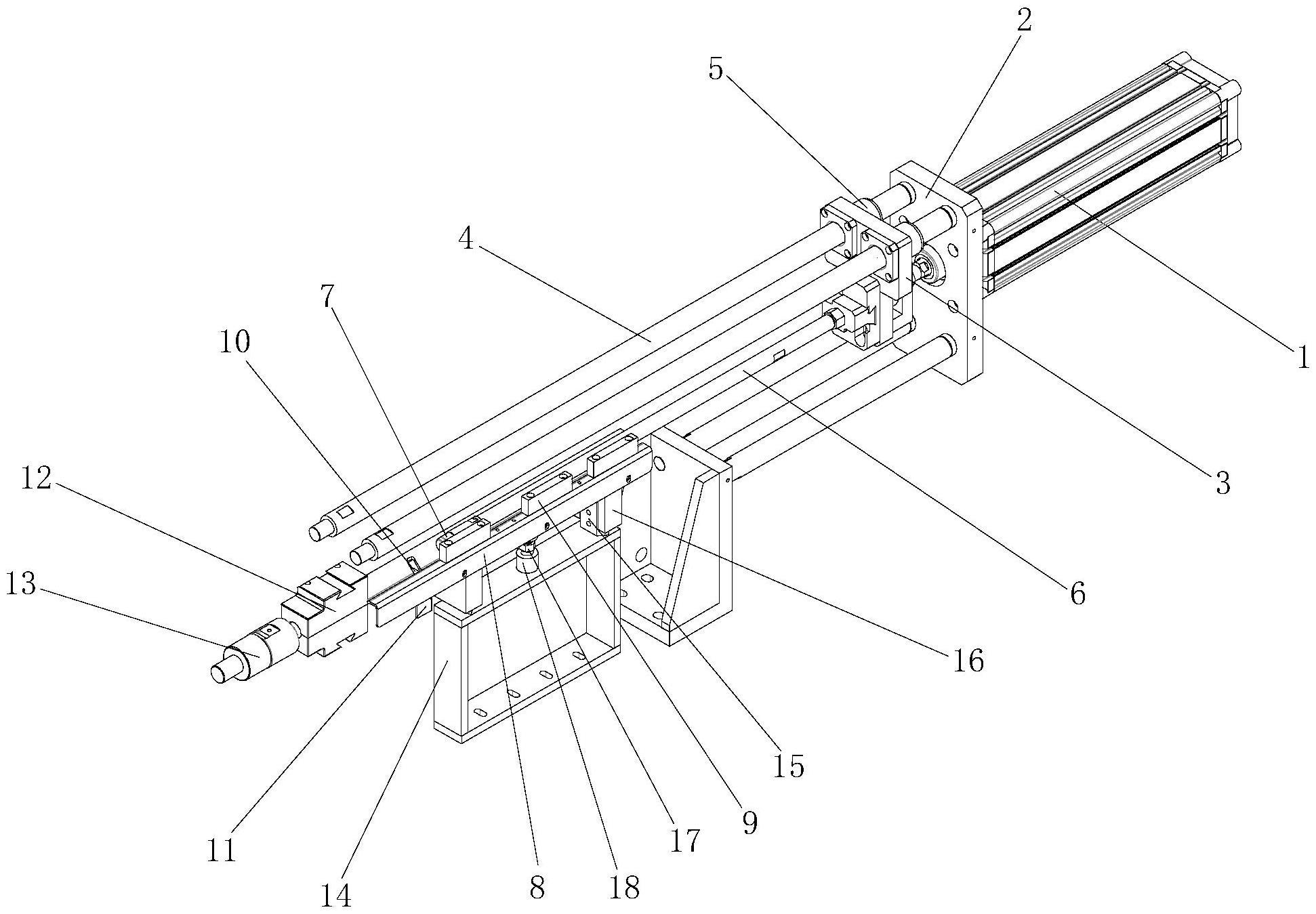
2、本实用新型的目的是通过如下技术方案实现的:一种管件上料夹紧装置,包括固定板、移动板、导料槽、固定座,固定板上安装有推送装置,移动板与推送装置相连;移动板上设有推杆,推杆的前端设有可插入管件中的定位芯杆,定位芯杆的最大外径小于管件的外径;导料槽安装在固定座上,导料槽与固定座之间设有高度调节装置;导料槽的一端设有夹模;通过推送装置驱动推杆沿着导料槽的长度方向移动使推杆前端的定位芯杆插入导料槽中的管件的一端并将管件推至夹模上;夹模在对管件进行夹紧时,推杆前端的定位芯杆插入管件的一端。
3、作为优选,所述导料槽底部设有通孔,通孔的下方设置有料检测装置。
4、作为优选,所述推送装置为气缸。
5、作为优选,所述导料槽的横截面为“v”形。
6、作为优选,所述高度调节装置包括设置在导料槽和固定座之间的导向机构、设置在固定座上端的第一螺纹孔座、设置在导料槽下端的于第一螺纹孔座相对应的第二螺纹孔座,第一螺纹孔座和第二螺纹孔座上分别设有第一螺纹孔和第二螺纹孔;第一螺纹座和第二螺纹孔座之间设有螺杆,螺杆的两侧分别设有第一螺纹体和第二螺纹体,第一螺纹体上的螺纹旋向与第二螺纹体上的螺纹旋向相反;第一螺纹体和第二螺纹体分别连接在第一螺纹孔和第二螺纹孔中。
7、作为优选,所述导向机构包括设置在固定座上端的第一导向体、设置在导料槽下端的第二导向体,第一导向体和第二导向体之间滑动配合。
8、作为优选,所述固定板上设有导向杆,移动板上设有导向套,导向套与导向杆滑动配合。
9、本实用新型的有益效果是:本实用新型中,夹模在对管件进行夹紧时,推杆前端的定位芯杆始终插入管件的一端中,定位芯杆会顶住管件的一端,使得管件在进行冲压加工时,管件受到轴向冲压力后不会与夹模发生打滑,从而有效避免了因夹紧不可靠而造成加工失败、产品报废的情况发生。其次,本实用新型中,导料槽采用“v”形结构,这种结构均由较高的定位精度,且导料槽可通过高度调节装置进行上下调节,从而可以调节导料槽中的管件与夹模之间的同心度,降低同心度不好引起的误差。
技术特征:
1.一种管件上料夹紧装置,其特征在于,包括固定板、移动板、导料槽、固定座,固定板上安装有推送装置,移动板与推送装置相连;移动板上设有推杆,推杆的前端设有可插入管件中的定位芯杆,定位芯杆的最大外径小于管件的外径;导料槽安装在固定座上,导料槽与固定座之间设有高度调节装置;导料槽的一端设有夹模;通过推送装置驱动推杆沿着导料槽的长度方向移动使推杆前端的定位芯杆插入导料槽中的管件的一端并将管件推至夹模上;夹模在对管件进行夹紧时,推杆前端的定位芯杆插入管件的一端。
2.根据权利要求1所述的一种管件上料夹紧装置,其特征在于,所述导料槽底部设有通孔,通孔的下方设置有料检测装置。
3.根据权利要求1所述的一种管件上料夹紧装置,其特征在于,所述推送装置为气缸。
4.根据权利要求1所述的一种管件上料夹紧装置,其特征在于,所述导料槽的横截面为“v”形。
5.根据权利要求1-4任意一项所述的一种管件上料夹紧装置,其特征在于,所述高度调节装置包括设置在导料槽和固定座之间的导向机构、设置在固定座上端的第一螺纹孔座、设置在导料槽下端的于第一螺纹孔座相对应的第二螺纹孔座,第一螺纹孔座和第二螺纹孔座上分别设有第一螺纹孔和第二螺纹孔;第一螺纹座和第二螺纹孔座之间设有螺杆,螺杆的两侧分别设有第一螺纹体和第二螺纹体,第一螺纹体上的螺纹旋向与第二螺纹体上的螺纹旋向相反;第一螺纹体和第二螺纹体分别连接在第一螺纹孔和第二螺纹孔中。
6.根据权利要求5所述的一种管件上料夹紧装置,其特征在于,所述导向机构包括设置在固定座上端的第一导向体、设置在导料槽下端的第二导向体,第一导向体和第二导向体之间滑动配合。
7.根据权利要求1-4任意一项所述的一种管件上料夹紧装置,其特征在于,所述固定板上设有导向杆,移动板上设有导向套,导向套与导向杆滑动配合。
技术总结
本技术提供一种管件上料夹紧装置,包括固定板、移动板、导料槽、固定座,固定板上安装有推送装置,移动板与推送装置相连;移动板上设有推杆,推杆的前端设有可插入管件中的定位芯杆,定位芯杆的最大外径小于管件的外径;导料槽安装在固定座上,导料槽与固定座之间设有高度调节装置;导料槽的一端设有夹模;通过推送装置驱动推杆沿着导料槽的长度方向移动并将管件推至夹模上。本技术中,夹模在对管件进行夹紧时,推杆前端的定位芯杆始终插入管件的一端中,定位芯杆会顶住管件的一端,使得管件在进行冲压加工时,管件受到轴向冲压力后不会与夹模发生打滑,从而有效避免了因夹紧不可靠而造成加工失败、产品报废的情况发生。
技术研发人员:陈丽渊,饶梅贵,陈红波,卢旭明
受保护的技术使用者:浙江长兴和良智能装备有限公司
技术研发日:20230222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!