应力释放拉凸模具结构的制作方法
本技术涉及冲压,尤其涉及一种应力释放拉凸模具结构。
背景技术:
1、在制造过程中,通常是利用冲压模具对工件进行加工形成链条导轨支架,冲压模具包括成对设置的上、下模座,上模座以及下模座上分别安装有成对设置的凹模和凸模,凹模上的冲压件对放置于凸模上的工件施加压力,将工件从原件上分离或是对工件塑形。
2、现有技术中,申请号为:cn202121529388.6,现有对于一般产品有抽凸包时,往往因为抽凸使产品体积加大,使期材料表面产生应力释放,这样材料会产生扭曲变形现象,对于有凸包产品往往平面度很差,达不到客人需求,因此需要设计出一种应力释放拉凸模具结构解决以上问题。
技术实现思路
1、本实用新型的目的是,提供一种应力释放拉凸模具结构,以克服目前现有技术存在的上述不足。
2、为了实现上述目的,本实用新型采用了如下技术方案:
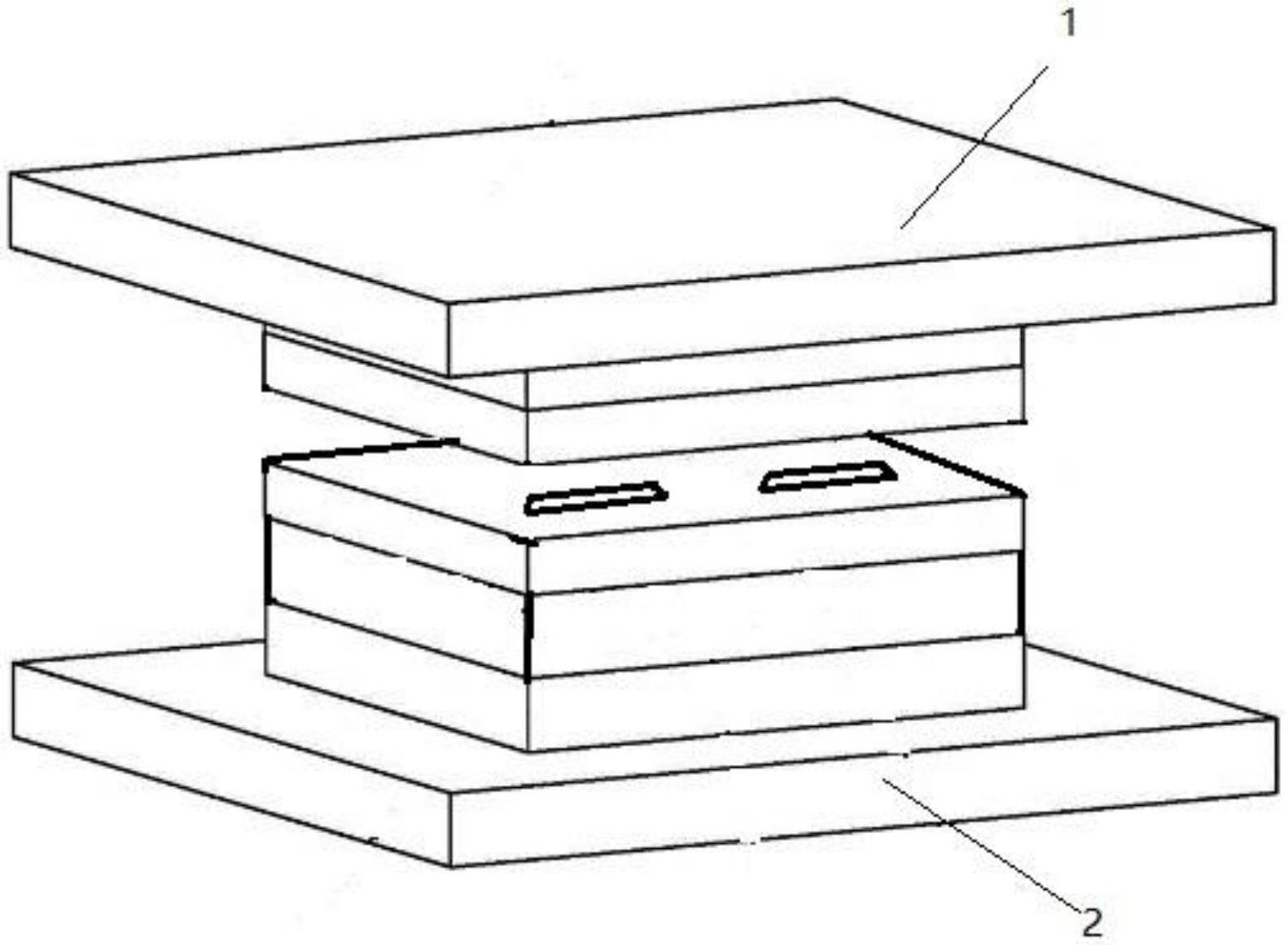
3、一种应力释放拉凸模具结构,其包括上模组件和下模组件,所述上模组件和下模组件上下对接设置,且两者中部设置有工件,所述上模组件包括上模座、设置于所述上模座下的上模板、设置于所述上模板上的凹模板,所述下模组件包括下模座、设置在所述下模座上的下模板、设置在所述下模板上的凸模板,所述凸模板上设置多个辅助凸块,所述凹模板上对应设置有与辅助凸块对应的辅助凹槽,所述辅助凸块和辅助凹槽对接,在所述工件上对应开设有与辅助凸块根部相对应的若干细缝。
4、优选的,所述细缝按照所述辅助凸块根部的形状均匀的有间隙的分布在所述工件上。
5、优选的,所述细缝的宽度不超过0.1mm。
6、优选的,所述凹模板下还设置有配合定位用的定位孔。
7、优选的,所述凸模板上还设置有配合定位用的定位销。
8、优选的,所述工件上还设置有限位孔
9、本实用新型的有益效果是:本技术方案在工件山切割出与辅助凸块根部的形状相同的细缝,在冲凸过程中细缝会使产品拉凸的时候变宽,相应的减少材料的延伸,消防产品应力的释放,从而避免冲压时产品工件产生扭曲变形的现象,并且有效的保证产品的平整度。
技术特征:
1.一种应力释放拉凸模具结构,其包括上模组件和下模组件,所述上模组件和下模组件上下对接设置,且两者中部设置有工件,所述上模组件包括上模座、设置于所述上模座下的上模板、设置于所述上模板上的凹模板,所述下模组件包括下模座、设置在所述下模座上的下模板、设置在所述下模板上的凸模板,其特征在于:所述凸模板上设置多个辅助凸块,所述凹模板上对应设置有与辅助凸块对应的辅助凹槽,所述辅助凸块和辅助凹槽对接,在所述工件上对应开设有与辅助凸块根部相对应的若干细缝。
2.根据权利要求1所述的一种应力释放拉凸模具结构,其特征在于:所述细缝按照所述辅助凸块根部的形状均匀的有间隙的分布在所述工件上。
3.根据权利要求2所述的一种应力释放拉凸模具结构,其特征在于:所述细缝的宽度不超过0.1mm。
4.根据权利要求1所述的一种应力释放拉凸模具结构,其特征在于:所述凹模板下还设置有配合定位用的定位孔。
5.根据权利要求1所述的一种应力释放拉凸模具结构,其特征在于:所述凸模板上还设置有配合定位用的定位销。
6.根据权利要求1所述的一种应力释放拉凸模具结构,其特征在于:所述工件上还设置有限位孔。
技术总结
本技术涉及冲压技术领域,尤其涉及一种应力释放拉凸模具结构。其包括上模组件和下模组件,所述上模组件和下模组件上下对接设置,且两者中部设置有工件,所述上模组件包括上模座、设置于所述下模座下的上模板、安设置于所述和上模板上的凹模板,所述下模组件包括下模座、设置在所述下模座上的下模板、设置在所述下模板上的凸模板,所述凸模板上设置多个辅助凸块,所述凹模板上对应设置有与辅助凸块对应的辅助凹槽,在所述工件上对应开设有与辅助凸块根部相对应的若干细缝。本技术的有益之处:本技术避免冲压时产品工件产生扭曲变形的现象,并且有效的保证产品的平整度。
技术研发人员:陈信孜,姚凯宁
受保护的技术使用者:昆山嘉升精密电子工业有限公司
技术研发日:20230303
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!