夹紧工装的制作方法
本技术涉及机械加工领域,尤其涉及一种夹紧工装。
背景技术:
1、目前有很多回转壳体类零件,由于其内部螺纹孔无法在机床上实现加工,故需要设计多种钻模,依靠已经加工成的孔或者其它特征元素定位后,再由手电钻依靠钻模手动制孔。
2、由于钻孔时的切削力较大,故需要对已经定位后的钻模实行夹紧才能制孔,现有技术中常使用尺寸固定的夹紧装置对工件与钻模进行夹紧,如此对于不同尺寸的零件来说需要更换不同的夹紧装置,且长期使用后容易造成紧固力不足的问题。
3、针对现有技术中夹紧工件与钻模效率较低、普适性不高、紧固力不足的问题,目前还没有一个有效的解决方法。
技术实现思路
1、为解决上述问题,本实用新型提供一种夹紧工装,通过螺纹联杆对第一夹板与第二夹板进行预夹紧,之后控制螺纹锁紧杆对第一夹板与第二夹板之间的夹紧端处的相对距离进行调节,完成对工件与钻模的夹紧,以解决现有技术中夹紧工件与钻模效率低、普适性不高紧固力不足的问题。
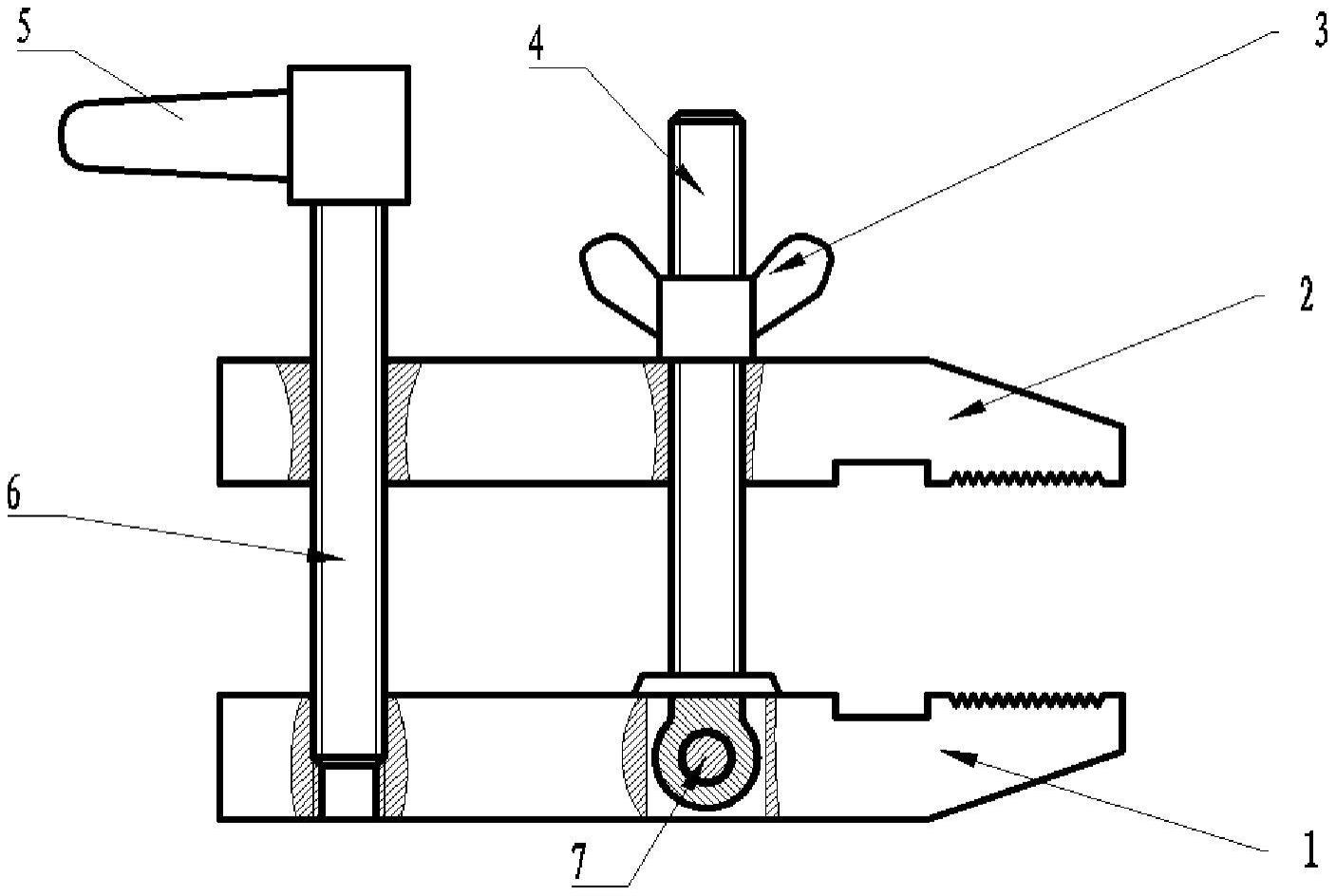
2、为达到上述目的,本实用新型提供了一种夹紧工装,包括:相对设置的第一夹板与第二夹板,所述第一夹板与第二夹板之间的空间为装夹空间,所述装夹空间包括装夹端及控制端;自所述装夹端到所述控制端方向依次设置有互相平行的螺纹联杆与螺纹锁紧杆;所述螺纹联杆一端穿过所述第一夹板与所述第二夹板活动连接,另一端位于所述第一夹板外侧;所述螺纹锁紧杆一端穿过所述第一夹板与所述第二夹板螺纹连接,另一端位于所述第一夹板外侧,所述螺纹锁紧杆用于旋转时调节装夹端侧第一夹板与第二夹板间的距离;其中,所述螺纹锁紧杆与所述第一夹板螺纹连接。
3、进一步可选的,所述螺纹联杆包括转接头与联杆主体;所述转接头一端与所述第二夹板通过销轴连接,另一端与所述联杆主体连接。
4、进一步可选的,于所述螺纹联杆位于所述第一夹板外侧的外壁上螺纹连接有锁紧钮,所述锁紧钮通过与所述螺纹联杆螺纹配合可在所述螺纹联杆的轴向移动。
5、进一步可选的,在靠近所述装夹端的位置,第一夹板与第二夹板相对的面均为锯齿状。
6、进一步可选的,所述螺纹锁紧杆的自由端固定有锁紧片,用于控制所述螺纹锁紧杆。
7、进一步可选的,所述螺纹连杆的外壁螺纹为右旋螺纹。
8、进一步可选的,所述螺纹锁紧杆的外壁螺纹为右旋螺纹。
9、进一步可选的,在靠近所述装夹端的位置,第一夹板与第二夹板相对的面分别固定有缓冲垫。
10、进一步可选的,所述第一夹板与第二夹板的尺寸相同,形状一致。
11、进一步可选的,所述第一夹板与所述第二夹板由金属材料制成。
12、上述技术方案具有如下有益效果:通过螺纹联杆对第一夹板进行预锁紧,之后通过螺纹锁紧杆根据杠杆原理对装夹端处第一夹板与第二夹板之间的距离进行调节,完成对工件与钻模的夹紧;此外,对于不同尺寸的工件与钻模来说,可以根据工件与钻模的尺寸适时的调节第一夹板与第二夹板之间的距离,从而满足不同尺寸工件与钻模的装夹需求,提高了普适性;另外,对于不同尺寸的工件与钻模不需更换特定的夹紧装置,使用一个夹紧工装即可满足装夹要求,大大提高了装夹效率,进一步提高工件与钻模的加工效率。
技术特征:
1.一种夹紧工装,其特征在于,包括:
2.根据权利要求1所述的夹紧工装,其特征在于:
3.根据权利要求2所述的夹紧工装,其特征在于:
4.根据权利要求1所述的夹紧工装,其特征在于:
5.根据权利要求1所述的夹紧工装,其特征在于:
6.根据权利要求1所述的夹紧工装,其特征在于:
7.根据权利要求1所述的夹紧工装,其特征在于:
8.根据权利要求1所述的夹紧工装,其特征在于:
9.根据权利要求1所述的夹紧工装,其特征在于:
10.根据权利要求1所述的夹紧工装,其特征在于:
技术总结
本技术公开了一种夹紧工装,包括:相对设置的第一夹板与第二夹板,第一夹板与第二夹板之间的空间为装夹空间,装夹空间包括装夹端及控制端;自装夹端到控制端方向依次设置有互相平行的螺纹联杆与螺纹锁紧杆;螺纹联杆一端穿过第一夹板与第二夹板活动连接,另一端位于第一夹板外侧;其中,螺纹连接与第一夹板螺纹连接;螺纹锁紧杆一端穿过第一夹板与第二夹板螺纹连接,另一端位于第一夹板外侧,螺纹锁紧杆用于旋转时调节装夹端侧第一夹板与第二夹板间的距离;其中,螺纹锁紧杆与第一夹板螺纹连接。通过螺纹联杆和螺纹锁紧杆完成对工件与钻模的夹紧,提高了紧固力;满足不同尺寸工件与钻模的装夹需求,提高了普适性及装夹效率,进一步提高工件与钻模的加工效率。
技术研发人员:张王,梁娜娜,李晓明,曹永新,张宝元
受保护的技术使用者:山西汾西重工有限责任公司
技术研发日:20230306
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!