悬架纵臂组装装置的制作方法
本技术涉及汽车零部件制造设备,特别涉及一种悬架纵臂组装装置。
背景技术:
1、汽车悬架类纵臂是汽车车轮与车架的传力连接装置,其作用是传递作用在车轮和车架之间的力和力扭,当汽车经过不平路面时,路面传递给车架或车身的冲击力引起的震动。目前,大多通过拉杆式发动机悬置的轴套总成起到缓冲作用,以保证汽车能平顺地行驶,让乘客不会轻易感受到颠簸,从而提高驾乘体验的舒适感,并能够保护车体。
2、现有技术对于悬架纵臂的生产需经过缩径、涂油、压装、激光打码以及贴条形码等工序制作。目前,由于轴套与插板第一次压装采用人工手动压装及轴套与支架第二次压装采用人工手动压装,造成人力资源浪费。此外,悬架纵臂制造时,各工位之间均为人工周转,员工劳动强度大。而手工涂油后,产品人工周转易造成手部污染。并且,由于现有生产线体占地面积较大,容易造成空间浪费。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种悬架纵臂组装装置,以提高悬架纵臂的组装效率,提高自动化程度,并保证产品一致性。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
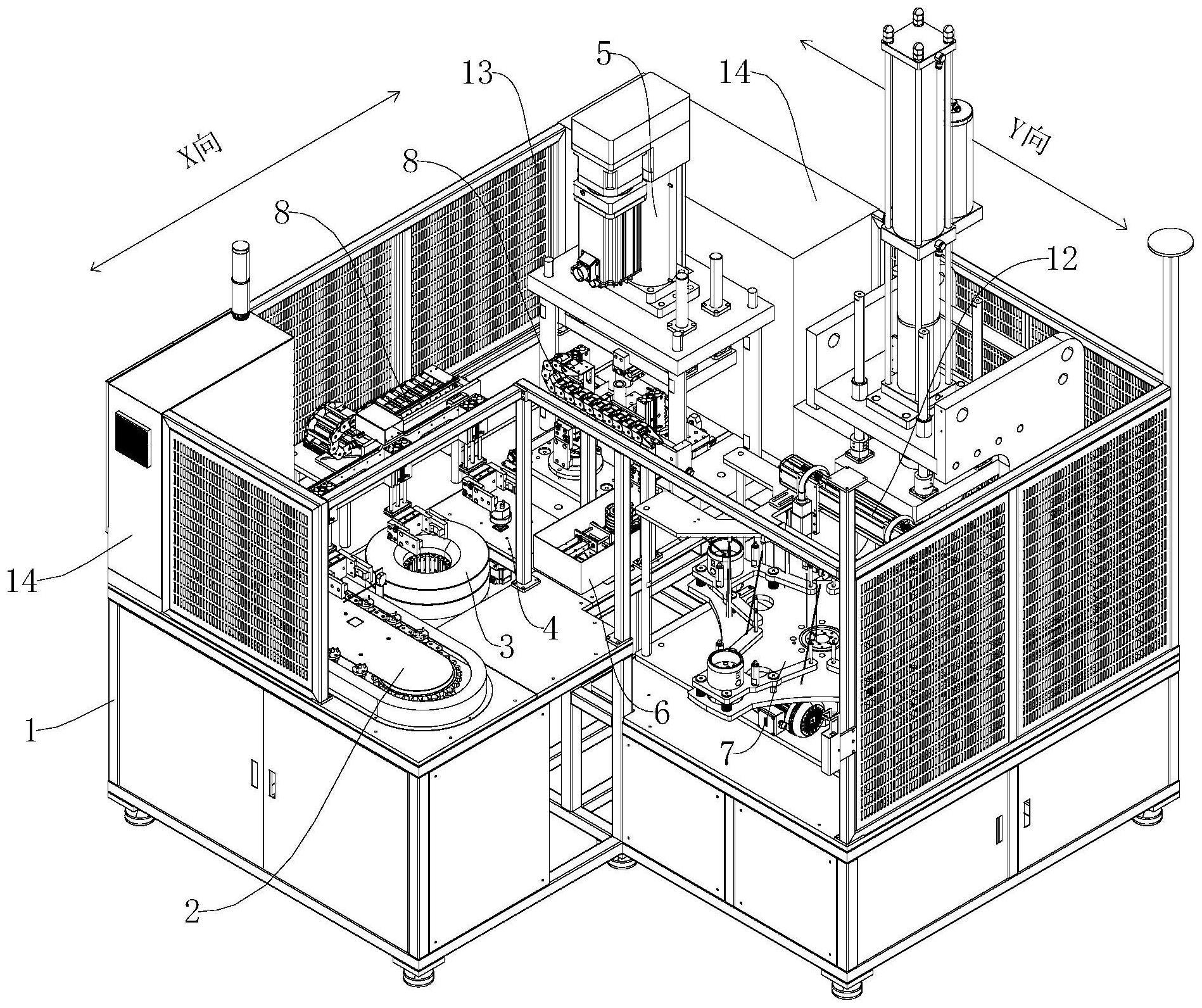
3、一种悬架纵臂组装装置,包括控制单元、机架,以及沿设定路径依次设置在所述机架上的上料单元、缩径单元、旋转单元、第一压装单元、涂油单元、第二压装单元和移动抓取单元,且各单元均与所述控制单元相连;
4、所述上料单元包括第一驱动部和输送部,所述第一驱动部用于驱使所述输送部沿预设路径输送轴套卡板半成品;
5、所述缩径单元包括缩径部,所述缩径部用于对从所述上料单元抓取的所述轴套卡板半成品缩径;
6、所述旋转单元包括第二驱动部,所述第二驱动部用于将从所述缩径单元抓取的所述轴套卡板半成品旋转预设角度;
7、所述第一压装单元包括能够与所述轴套卡板半成品中的卡板连接的第一压装部,且所述第一压装部被驱使能够将所述卡板压入轴套中,而形成轴套卡板成品;
8、所述涂油单元包括用于驱使所述轴套卡板成品转动的第三驱动部,以及能够与所述轴套卡板成品抵接的涂油部;
9、所述第二压装单元包括第四驱动部,承接所述第四驱动部的驱使、而间歇性转动的基台,环所述基台的周向均布于所述基台上的多个承载部,以及位于所述承载部转动路径上的第二压装部,所述第二压装部用于压装纵臂支架与所述轴套卡板成品,以形成悬架纵臂。
10、进一步的,所述机架上设有相邻于所述第二压装部设置的检测部,所述检测部具有上下间隔布置的上插杆和下插杆,所述上插杆以及所述下插杆用于插入所述悬架纵臂的卡板中。
11、进一步的,所述缩径单元还包括设于所述缩径部中的第五驱动部,所述第五驱动部的动力输出端能够伸出所述缩径部,以将从所述上料单元抓取的所述轴套卡板半成品送入所述缩径部中。
12、进一步的,所述第一压装单元包括位于所述旋转单元与所述第一压装部之间的承接部,以及用于驱使所述承接部移动至所述第一压装部下方的第七驱动部。
13、进一步的,所述第一压装部包括被驱使能够竖直升降的压装头,以及被驱使能够横向移动、而插入所述压装头中的定位柱;
14、所述压装头具有供所述卡板插入的插槽,以及供所述定位柱穿过的通孔,所述定位柱被驱使能够插入所述卡板和所述压装头中,而连接所述压装头与所述卡板。
15、进一步的,所述涂油部包括涂覆头和第六驱动部,所述第六驱动部用于驱使所述涂覆头移动,以使所述涂覆头与所述轴套卡板成品抵接。
16、进一步的,所述输送部包括由所述第一驱动部驱使、而循环运动的传送链,沿所述传送链的长度方向间隔布置于所述传送链上的若干轴套定位座,各所述轴套定位座的底部设有行走轮,所述行走轮随动于所述传送链而滚动于所述机架上。
17、进一步的,所述上料单元、缩径单元、旋转单元及第一压装单元沿第一方向依次布置在所述机架上,所述涂油单元和所述第二压装单元沿第二方向布置在所述第一压装单元的一侧,且所述第一方向与所述第二方向垂直;
18、所述移动抓取单元包括第一抓取单元和第二抓取单元,且所述第一抓取单元包括设于所述机架上的第一气缸,以及沿第一方向间隔布置在所述第一气缸输出端的三个抓取部,且所述第二抓取单元包括设于所述机架上的第二气缸,以及沿所述第二方向间隔布置在所述第二气缸输出端的两个抓取部。
19、进一步的,所述第四驱动部为与所述控制单元电联接、以控制所述基台间歇性转动的分割器。
20、进一步的,所述机架上设有喷码部,所述喷码部相邻于所述第二压装部设置,并位于所述承载部的转动路径上。
21、相对于现有技术,本实用新型具有以下优势:
22、本实用新型所述的悬架纵臂组装装置,通过将用于组装悬架纵臂的各单元集中设于机架上,轴套卡板半成品由上料单元上料,运转到缩径单元缩径,通过旋转单元设定位置,并通过第一压装单元对卡板与轴套进行压装,再由涂油单元对轴套卡板成品进行涂油,最后通过第二压装单元将纵臂支架与轴套卡板成品压装到位。通过控制单元对如上各单元的控制而实现周转,不仅减小悬架纵臂的周转距离缩短生产周期,同时实现悬架纵臂的单元化生产,保证产品一致性。
23、此外,本实用新型通过在第二压装部设置检测部,能够在悬架纵臂组装过程的同时检测其组装合格率,减少单独检测工序,进一步提高组装效率。并且,通过在第一压装部设置压装头和定位柱,以使压装头将卡板固定,并通过定位柱的定位后再进行压装,从而提高轴套卡板成品的产品质量。
24、另外,通过在压装头上设置插槽和通孔,使压装头在下降后,卡板插入插槽内,且定位柱通过通孔将卡板定位在压装头中,以避免在压装过程中卡板相对轴套相对旋转而造成轴套卡板成品的不合格品,也保证后道第二压装工序的实施。
技术特征:
1.一种悬架纵臂组装装置,其特征在于:
2.根据权利要求1所述的悬架纵臂组装装置,其特征在于:
3.根据权利要求1所述的悬架纵臂组装装置,其特征在于:
4.根据权利要求1所述的悬架纵臂组装装置,其特征在于:
5.根据权利要求4所述的悬架纵臂组装装置,其特征在于:
6.根据权利要求1所述的悬架纵臂组装装置,其特征在于:
7.根据权利要求1所述的悬架纵臂组装装置,其特征在于:
8.根据权利要求1所述的悬架纵臂组装装置,其特征在于:
9.根据权利要求1所述的悬架纵臂组装装置,其特征在于:
10.根据权利要求1至9中任一项所述的悬架纵臂组装装置,其特征在于:
技术总结
本技术提供了一种悬架纵臂组装装置,本技术的悬架纵臂组装装置包括控制单元、机架,以及沿设定路径依次设置在机架上的上料单元、缩径单元、旋转单元、第一压装单元、涂油单元、第二压装单元和移动抓取单元,且各单元均与控制单元相连。本技术所述的悬架纵臂组装装置,通过将上述的各单元集成到机架上,从而缩短了悬架纵臂组装的生产周期和生产效率。并通过控制单元对各单元的组装装置进行控制,从而实现自动单元化模式,保证产品一致性,避免出现批量不合格品。
技术研发人员:刘章站,李源,陈浩,张艳鹏
受保护的技术使用者:诺博橡胶制品有限公司
技术研发日:20230306
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!