金属粘合热压设备用的全自动热压粘机构的制作方法
本技术涉及摩擦焊接,尤其涉及金属粘合热压设备用的全自动热压粘机构。
背景技术:
1、摩擦焊,是指利用工件接触面摩擦产生的热量为热源,使工件在压力作用下产生塑性变形而进行焊接的方法,在压力作用下,是在恒定或递增压力以及扭矩的作用下,利用焊接接触端面之间的相对运动在摩擦面及其附近区域产生摩擦热和塑形变形热,使及其附近区域温度上升到接近但一般低于熔点的温度区间,材料的变形抗力降低、塑性提高、界面的氧化膜破碎,在顶锻压力的作用下,伴随材料产生塑性变形及流动,通过界面的分子扩散和再结晶而实现焊接的固态焊接方法。
2、目前对两个金属件进行摩擦焊接的时候,一般是先将其中一个金属件通过固定夹具夹紧,然后通过电机带动另一个金属件旋转,接着挤压两个金属件,从而产生热量,但是这种靠单边的金属件进行高速旋转会对电机的性能要求增高,造价增高,同时,金属件在摩擦焊接之后,焊接处会存在突起,然后工作人员需要对突起进行车削去除,使得摩擦焊接和去除突起的操作是中断的不利于自动化加工。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的金属粘合热压设备用的全自动热压粘机构。
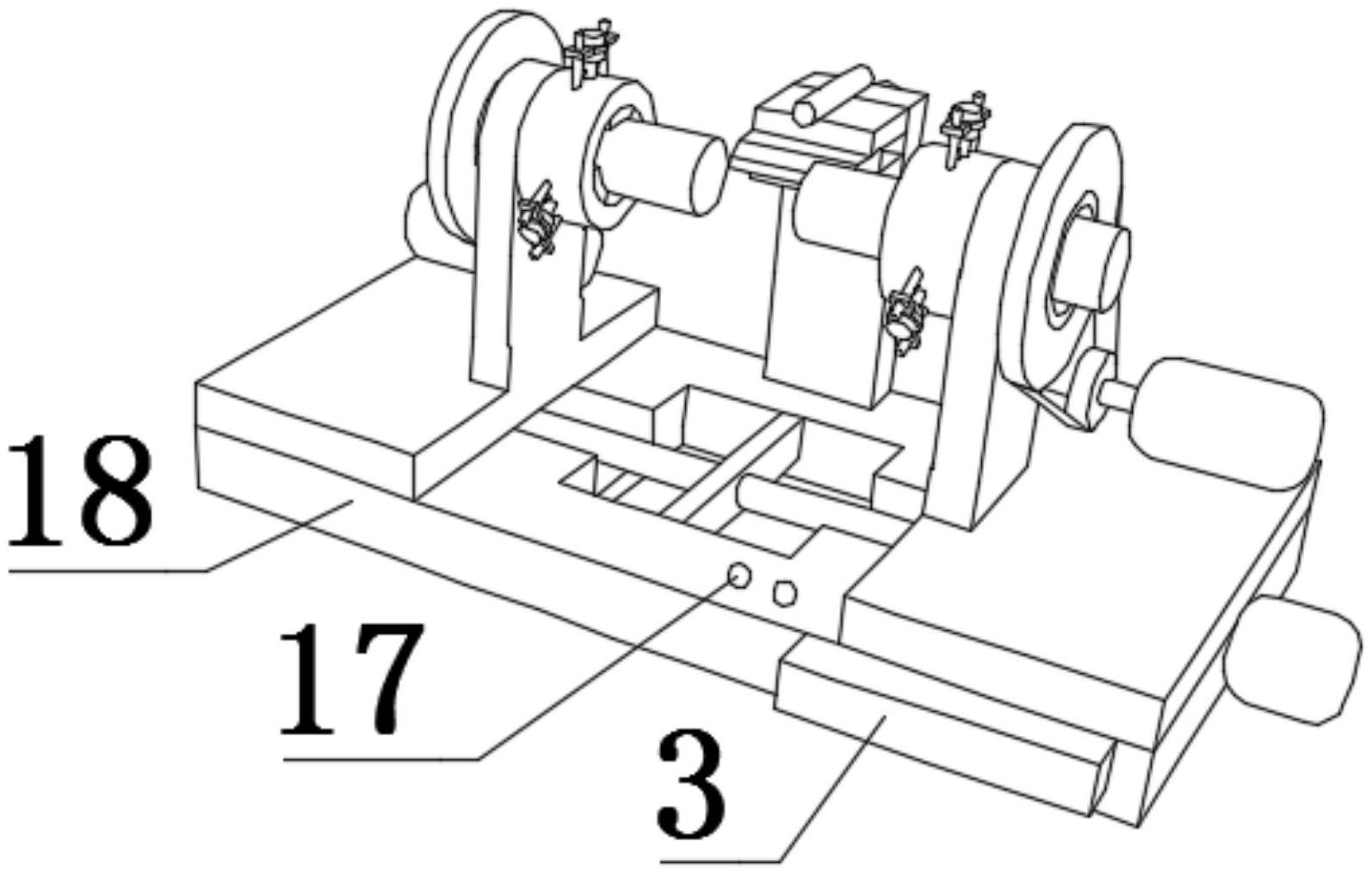
2、为了实现上述目的,本实用新型采用了如下技术方案:金属粘合热压设备用的全自动热压粘机构,包括滑动底座,所述滑动底座底部之间滑动连接有工作台,所述滑动底座上部均贯穿并转动连接有夹具套,两个所述夹具套相背的一端均贯穿并固定连接有第一带轮,所述滑动底座顶部后侧均固定连接有电机,两个所述夹具套相互靠近部分的外壁均固定连接有第一液压缸且第一液压缸的活动端贯穿夹具套,所述第一液压缸的活动端均贯穿并螺纹连接有限制块,所述夹具套内部均设置有均匀等角度分布的夹板且夹板分别与限制块固定连接,相邻一侧所述夹板之间设置有金属件且金属件贯穿夹具套,所述工作台顶部后侧中部固定连接有固定支架,所述固定支架前侧上部固定连接有刀槽盒,所述刀槽盒前侧贯穿并滑动连接有刀片。
3、为上述技术方案的进一步描述:
4、所述工作台右侧中部固定连接有丝杆电机且丝杆电机的丝杆部分贯穿工作台并与滑动底座螺纹连接,所述丝杆电机丝杆部分的左右部螺纹方向相反。
5、为上述技术方案的进一步描述:
6、所述电机输出端均固定连接有第二带轮且两个第二带轮与两个第一带轮相对应。
7、为上述技术方案的进一步描述:
8、相对应所述第一带轮和第二带轮之间均设置有皮带。
9、为上述技术方案的进一步描述:
10、所述工作台前侧右部固定连接有控制器。
11、为上述技术方案的进一步描述:
12、所述工作台顶部前侧的中部偏右位置贯穿并固定连接有红外传感器。
13、为上述技术方案的进一步描述:
14、所述固定支架后侧上部固定连接有第二液压缸且第二液压缸的活动端贯穿固定支架和刀槽盒并与刀片固定连接。
15、本实用新型具有如下有益效果:
16、1、本实用新型中,首先通过工作台上两个电机同时工作,并经两个第二带轮、两个皮带和两个第一带轮的传动,使得第一带轮带动两个夹具套进行反向旋转,从而保证了两个金属件差速不变的情况下可以降低电机的转速,降低了设备的性能要求。
17、2、本实用新型中,首先通过红外传感器对滑动底座进行监测,从而确定焊接结束,然后通过控制器先控制一侧的电机停止工作,接着控制固定支架上的第二液压缸伸长并推动刀槽盒内的刀片向两个金属件的焊接处靠近,然后进行自动车削动作,使得焊接和车削去突起的流程是连贯的,便于自动化加工,提高生产效率。
技术特征:
1.金属粘合热压设备用的全自动热压粘机构,包括滑动底座(9),其特征在于:所述滑动底座(9)底部之间滑动连接有工作台(18),所述滑动底座(9)上部均贯穿并转动连接有夹具套(5),两个所述夹具套(5)相背的一端均贯穿并固定连接有第一带轮(6),所述滑动底座(9)顶部后侧均固定连接有电机(13),两个所述夹具套(5)相互靠近部分的外壁均固定连接有第一液压缸(1)且第一液压缸(1)的活动端贯穿夹具套(5),所述第一液压缸(1)的活动端均贯穿并螺纹连接有限制块(4),所述夹具套(5)内部均设置有均匀等角度分布的夹板(2)且夹板(2)分别与限制块(4)固定连接,相邻一侧所述夹板(2)之间设置有金属件(7)且金属件(7)贯穿夹具套(5),所述工作台(18)顶部后侧中部固定连接有固定支架(10),所述固定支架(10)前侧上部固定连接有刀槽盒(15),所述刀槽盒(15)前侧贯穿并滑动连接有刀片(16)。
2.根据权利要求1所述的金属粘合热压设备用的全自动热压粘机构,其特征在于:所述工作台(18)右侧中部固定连接有丝杆电机(8)且丝杆电机(8)的丝杆部分贯穿工作台(18)并与滑动底座(9)螺纹连接,所述丝杆电机(8)丝杆部分的左右部螺纹方向相反。
3.根据权利要求1所述的金属粘合热压设备用的全自动热压粘机构,其特征在于:所述电机(13)输出端均固定连接有第二带轮(11)且两个第二带轮(11)与两个第一带轮(6)相对应。
4.根据权利要求1所述的金属粘合热压设备用的全自动热压粘机构,其特征在于:相对应所述第一带轮(6)和第二带轮(11)之间均设置有皮带(14)。
5.根据权利要求1所述的金属粘合热压设备用的全自动热压粘机构,其特征在于:所述工作台(18)前侧右部固定连接有控制器(3)。
6.根据权利要求1所述的金属粘合热压设备用的全自动热压粘机构,其特征在于:所述工作台(18)顶部前侧的中部偏右位置贯穿并固定连接有红外传感器(17)。
7.根据权利要求1所述的金属粘合热压设备用的全自动热压粘机构,其特征在于:所述固定支架(10)后侧上部固定连接有第二液压缸(12)且第二液压缸(12)的活动端贯穿固定支架(10)和刀槽盒(15)并与刀片(16)固定连接。
技术总结
本技术公开了金属粘合热压设备用的全自动热压粘机构,包括滑动底座,所述滑动底座底部之间滑动连接有工作台,所述滑动底座上部均贯穿并转动连接有夹具套,两个所述夹具套相背的一端均贯穿并固定连接有第一带轮,所述滑动底座顶部后侧均固定连接有电机,两个所述夹具套相互靠近部分的外壁均固定连接有第一液压缸且第一液压缸的活动端贯穿夹具套。本技术中,首先通过工作台上两个电机同时工作,并经两个第二带轮、两个皮带和两个第一带轮的传动,使得第一带轮带动两个夹具套进行反向旋转,从而保证了两个金属件差速不变的情况下可以降低电机的转速,降低了设备的性能要求。
技术研发人员:邱宇
受保护的技术使用者:深圳市龙科展电子有限公司
技术研发日:20230307
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!