一种行星架加工轴承孔的夹具的制作方法
本技术涉及一种行星架加工轴承孔的夹具,属于rv减速器行星架加工。
背景技术:
1、行星架是一种rv减速器的组件,如图所示,传统加工工艺为在机床上以g为端面基准,底部中心孔粗定位圆心,先加工出abcdef这几个面,其中,这几个面一次装夹做出,其互相之间的位置精度较高;然后换设备以g面为端面基准,以e或者f面为圆周基准加工d1、d2两个锥轴承孔。其中abcd为两个主轴承的安装基准面,使用时候需要d1、d2和ab的轴线平行,并且拟合中心为ab的中心轴线。在加工过程中精度要求较高,若分开测量长短行星架上的锥轴承孔,位置度一般要求ф0.005mm以内。而g面的平面度一般控制在0.005mm以内,但是0.005mm的平面度远不能满足要求,其支撑点高度变化会导致工件倾斜,会严重影响d1、d2的位置度,另外基准转换到cd上又一次扩大了误差,导致合格率太低,难以达到很高的加工精度。
技术实现思路
1、本实用新型所要解决的技术问题在于:提供一种行星架加工轴承孔的夹具,以c面为基准面,用于加工轴承孔,减少基准转化的误差,提高了加工精度,使得合格率大大提高。
2、本实用新型所要解决的技术问题采取以下技术方案来实现:
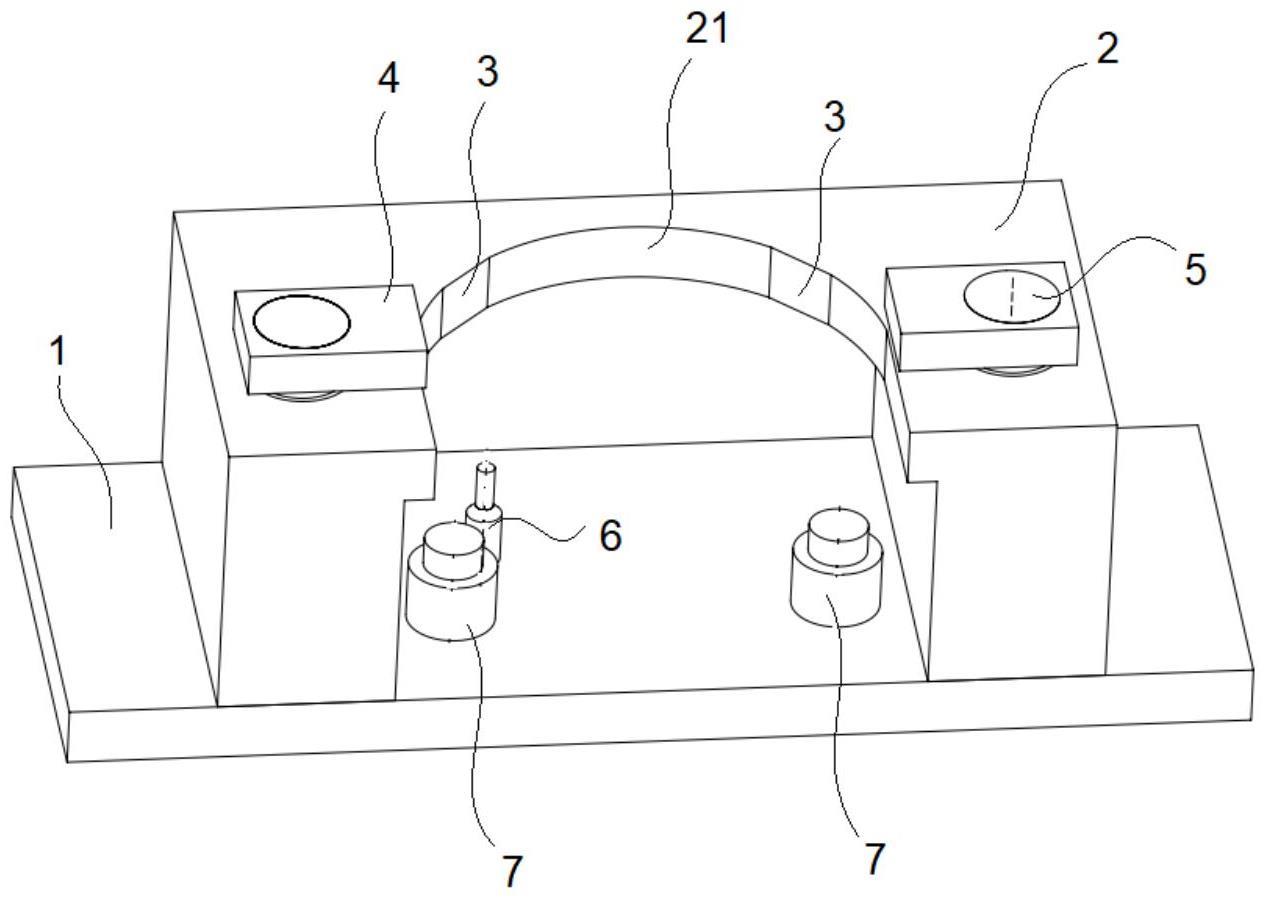
3、一种行星架加工轴承孔的夹具,包括:
4、底座;
5、支撑座,固定于底座上,且中间位置设有容纳空间,用于放置行星架,所述容纳空间的边沿与行星架接触,为行星架接触面;
6、斜面定位面,置于行星架接触面上,且对称设置;
7、压紧组件,用于压紧行星架端面,其安装于支撑座上;
8、定位销,其位于容纳空间内,且与所述底座固定连接;
9、浮动支撑,其位于容纳空间内,且与所述底座固定连接,所述浮动支撑与定位销相邻设置。
10、本装置中,利用c面为基准面作为使用基准,直接用于加工轴承孔,减少了基准转化误差,提高了加工精度,使得合格率大大提高。
11、优选的,所述压紧组件包括:压紧件、压板,所述压紧件穿过压板与支撑座固定连接。
12、可以通过手动或者液压气动等方式将行星架的外延直接压紧到支撑座上,其中压紧件为螺栓或者紧固销。
13、本实用新型的有益效果是:
14、本装置中底座用来安装各种附件,定位销用来定位行星架底部销孔,用作角向定位。其中支撑座的容纳空间带缺口,为了尽可能增大与行星架c面的接触面积,缺口宽度大于柱子之间的最小宽度即可,压板压在行星架上表面,可以将c基准面直接用于加工轴承孔,消除了基准转换误差。在行星架接触面上精磨的两个对称设置的斜面定位面,可以定位a基准外圆,由于a基准外圆也是使用基准,可以精确地定位中心,如需要更高的精度,可使用机床探测e外圆来确定中心,由于e基准外圆和a基准外圆同轴一般在ф0.001mm左右,误差很小,支撑座上表面与行星架c接触面可在夹具装夹好后用机床加工一刀,保证平面度。压紧组件可以是手动或者液压气动均可压紧行星架,可根据需要多设几个。浮动支撑用于在压板压紧工件后,锁紧浮动支撑,增加工件整体支撑刚性,使得镗孔时候工件不易振动。利用c面为基准面作为使用基准,直接用于加工轴承孔,减少了基准转化误差,提高了加工精度,使得合格率大大提高。
技术特征:
1.一种行星架加工轴承孔的夹具,其特征在于,包括:
2.根据权利要求1所述的一种行星架加工轴承孔的夹具,其特征在于,所述压紧组件包括:压紧件、压板,所述压紧件穿过压板与支撑座固定连接。
技术总结
本技术公开了一种行星架加工轴承孔的夹具,属于RV减速器行星架加工技术领域。包括:底座、支撑座、斜面定位面、压紧组件、定位销、浮动支撑;其中,支撑座固定于底座上,且中间位置设有容纳空间,用于放置行星架,所述容纳空间的边沿与行星架接触,为行星架接触面;斜面定位面置于行星架接触面上,且对称设置;压紧组件,若干个,用于压紧行星架端面,其安装于支撑座上;定位销位于容纳空间内,且与所述底座固定连接;浮动支撑位于容纳空间内,且与所述底座固定连接,所述浮动支撑与定位销相邻设置。通过本技术,以C面为基准面,用于加工轴承孔,减少基准转化的误差,提高了加工精度,使得合格率大大提高。
技术研发人员:赵栋,黄展林,胡锦辉,乐佳伟
受保护的技术使用者:上海羿弓精密科技有限公司
技术研发日:20230307
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!