一种精镗曲轴孔液压夹具的制作方法
本技术涉及夹具设备,具体为一种精镗曲轴孔液压夹具。
背景技术:
1、精镗曲轴孔是汽车发动机的缸体工件的关键加工工序,由于精度要求很高,所以精镗曲轴孔这道工序常用专机线镗形式加工。专机设备投入大又只能生产一种工件,换型需要更换整体设备,不利于现阶段缸体的频繁换型,具有一定的弊端。为此,我们提出一种精镗曲轴孔液压夹具。
技术实现思路
1、本实用新型的目的在于提供一种精镗曲轴孔液压夹具,以解决上述背景技术中提出的问题。
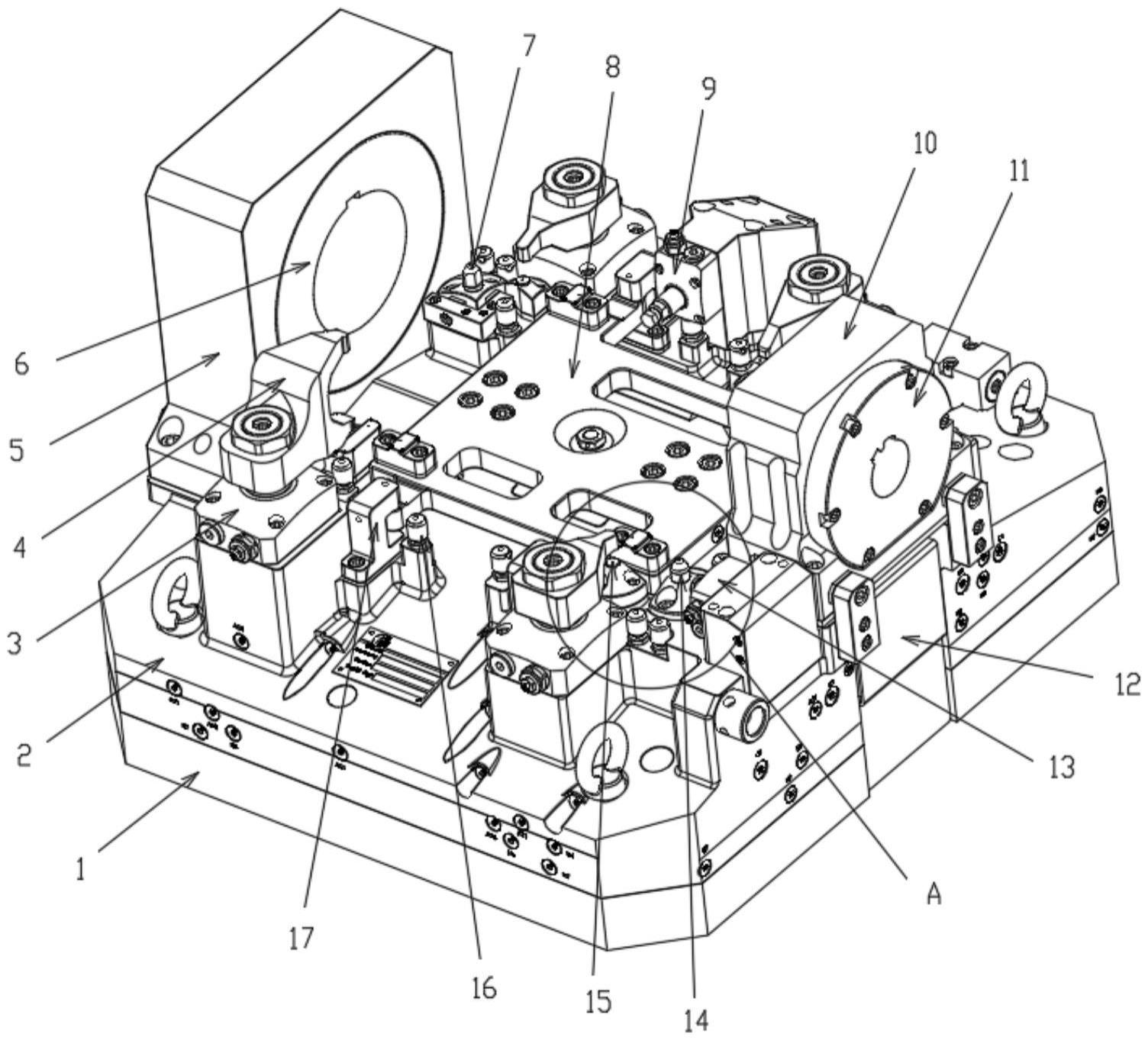
2、为实现上述目的,本实用新型提供如下技术方案:一种精镗曲轴孔液压夹具,包括夹具体,所述夹具体的顶部设置有夹紧机构,所述夹紧机构的顶部安装有压板,所述夹具体顶部两侧分别通过前端导套支架和后端导套支架安装有前端导套和后端导套,所述夹具体上侧中心处设置有微抬机构,所述微抬机构顶部设置有y向推靠机构和x向推靠机构,所述微抬机构上侧设置有定位块和到位检测块,所述到位检测块侧面安装有喷嘴。
3、优选的,所述夹具体通过螺钉安装在过渡板顶部,所述过渡板和夹具体之间带有对接接头。
4、优选的,所述夹紧机构的内侧分别设置有定位菱销和定位圆销。
5、优选的,所述微抬机构下侧设置有微抬油缸,所述微抬油缸侧面设置有导向杆,所述导向杆端部设置有密封圈,所述密封圈通过气路与喷嘴连通。
6、优选的,所述前端导套支架和后端导套支架下侧均设置有插销机构。
7、与现有技术相比,本实用新型的有益效果是:该种精镗曲轴孔液压夹具,结构设计简单合理,具有较强的实用性,保留了专机精加工曲轴孔带有前、后导套的线镗的加工工艺,将夹具体通过过渡板连接到卧式加工中心机床上,并配备了零点手动快换系统及对接接头,通过过渡板用来连接工作台和夹具体,并将工作台上的油、气、水路提供到夹具体上,在微抬机构与微抬油缸结构的联合作用下将工件微抬,使镗杆刀插入导套时,避开镗杆刀片与工件曲轴孔之间的干涉,实现了卧式加工中心就可以精镗曲轴孔的效果,并能适应工件的频繁换型,节省了工厂的投入成本。
技术特征:
1.一种精镗曲轴孔液压夹具,包括夹具体(2),其特征在于:所述夹具体(2)的顶部设置有夹紧机构(3),所述夹紧机构(3)的顶部安装有压板(4),所述夹具体(2)顶部两侧分别通过前端导套支架(5)和后端导套支架(10)安装有前端导套(6)和后端导套(11),所述夹具体(2)上侧中心处设置有微抬机构(8),所述微抬机构(8)顶部设置有y向推靠机构(9)和x向推靠机构(13),所述微抬机构(8)上侧设置有定位块(15)和到位检测块(17),所述到位检测块(17)侧面安装有喷嘴(16)。
2.根据权利要求1所述的一种精镗曲轴孔液压夹具,其特征在于:所述夹具体(2)通过螺钉安装在过渡板(1)顶部,所述过渡板(1)和夹具体(2)之间带有对接接头。
3.根据权利要求1所述的一种精镗曲轴孔液压夹具,其特征在于:所述夹紧机构(3)的内侧分别设置有定位菱销(7)和定位圆销(14)。
4.根据权利要求1所述的一种精镗曲轴孔液压夹具,其特征在于:所述微抬机构(8)下侧设置有微抬油缸(801),所述微抬油缸(801)侧面设置有导向杆(802),所述导向杆(802)端部设置有密封圈(803),所述密封圈(803)通过气路与喷嘴(16)连通。
5.根据权利要求1所述的一种精镗曲轴孔液压夹具,其特征在于:所述前端导套支架(5)和后端导套支架(10)下侧均设置有插销机构(12)。
技术总结
本技术公开了一种精镗曲轴孔液压夹具,包括夹具体,所述夹具体的顶部设置有夹紧机构,所述夹紧机构的顶部安装有压板,所述夹具体顶部两侧分别通过前端导套支架和后端导套支架安装有前端导套和后端导套,所述夹具体上侧中心处设置有微抬机构,所述微抬机构顶部设置有Y向推靠机构和X向推靠机构,所述微抬机构上侧设置有定位块和到位检测块,所述到位检测块侧面安装有喷嘴。本技术结构设计科学合理,保留了专机精加工曲轴孔带有前、后导套的线镗的加工工艺,将夹具体通过过渡板连接到卧式加工中心机床上,实现了卧式加工中心就可以精镗曲轴孔的效果,并能适应工件的频繁换型,节省了工厂的投入成本。
技术研发人员:崔世家
受保护的技术使用者:楷维工业服务(上海)有限公司
技术研发日:20230308
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!