切焊一体化冲压件检测设备的制作方法
本技术涉及冲压件检测,具体涉及切焊一体化冲压件检测设备。
背景技术:
1、当前市场上所有的针对冲压料带产品的检测产品,都只具有视觉检测的尺寸管控能力。当设备发现不良品时需要整条生产线暂停,由人工进行对于不良品的切断以及切断后的再次焊接工作。整个流程耗费时间较长(30-60mi n),整个生产流程被打断。生产线的频繁暂停对于高价值的模具也会有损伤。
2、同时,市场上的成品料带焊接设备,也仅仅具备焊接功能,为单纯的手动或半自动工具,不具备自动化的能力。
3、冲压生产线,通过这两种设备虽然可以做到对不良品进行质量管控及人工处理,但是无论是效率、稳定度以及安全性上都有很大的不足。
技术实现思路
1、为解决上述技术问题,本实用新型提供切焊一体化冲压件检测设备,包括机体,所述机体包括视觉检测单元、切断单元和激光焊接单元;所述视觉检测单元至少设置有一个,视觉检测单元用于对待测产品进行视觉检测;所述切断单元位于视觉检测单元的一侧,切断单元用于对不良品进行裁切;所述激光焊接单元位于切断单元上方,激光焊接单元用于对冲压料带进行焊接。
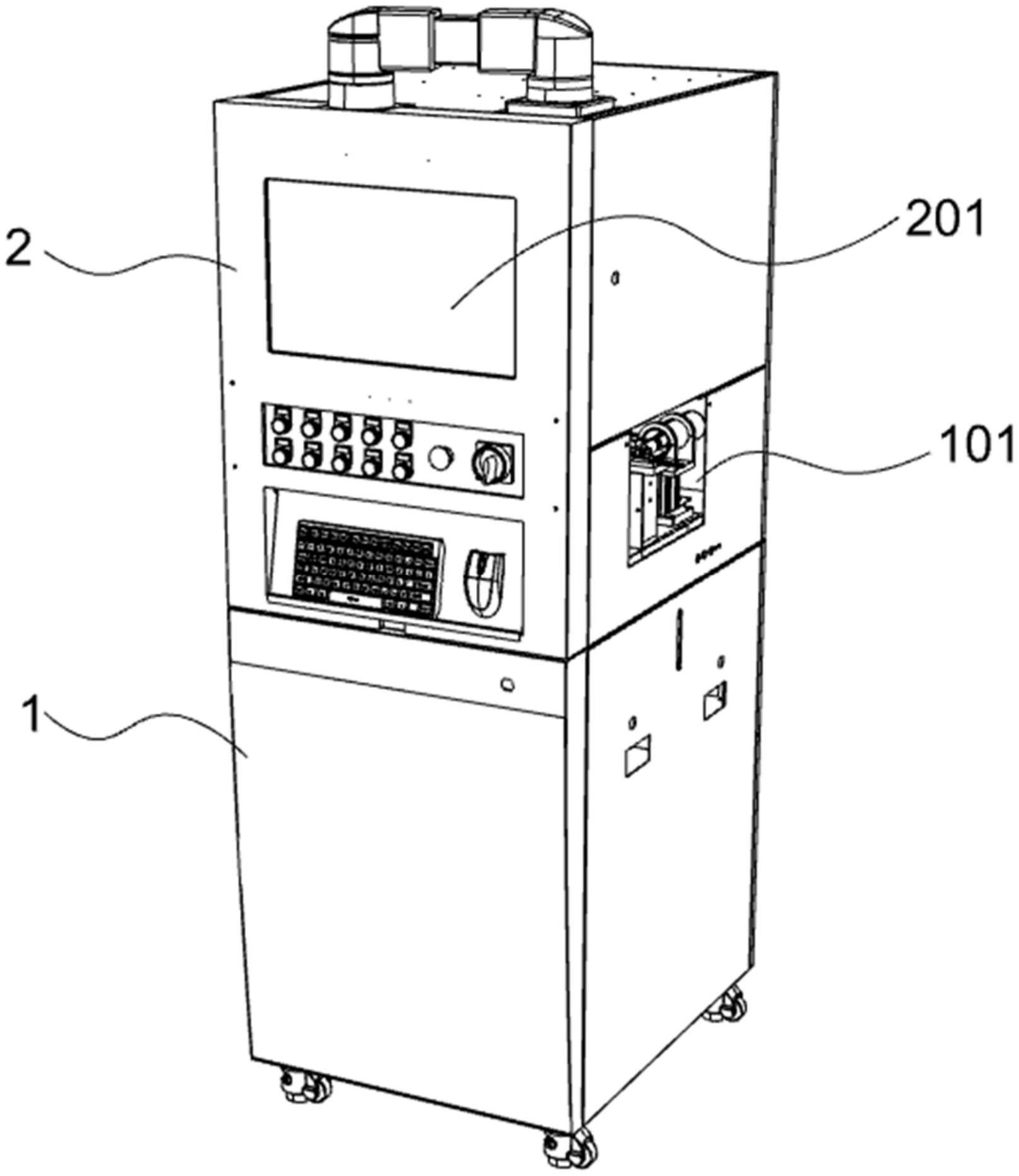
2、优选的:所述机体上部设置有机门,机门上设置有控制单元。
3、优选的:所述控制单元包括控制面板、显示屏和主机。
4、优选的:所述机体一侧设置有进料口,机体另一侧设置有出料口。
5、优选的:所述机体内置送料机构,送料机构位于出料口处安装有支撑片。
6、优选的:所述支撑片设置成弧形,支撑片用于支撑产品。
7、优选的:所述机体内靠近进料口处安装有清洁单元和传感器。
8、优选的:所述视觉检测单元固定连接支架,支架固定安装于机体上。
9、优选的:所述激光焊接单元连接高度调节单元,高度调节单元固定连接机体。
10、本实用新型的技术效果和优点:
11、机体内部的视觉检测单元对冲压料带进行检测,切断单元对不良品进行切除后,激光焊接单元完成切断处的拼接,整个流程无需人工介入,不会打断或影响整条生产线的运作,保证生产线连续不停机的进行运转,从而达到效率的最大化。
技术特征:
1.切焊一体化冲压件检测设备,包括机体(1),其特征在于,所述机体(1)包括视觉检测单元(4)、切断单元(6)和激光焊接单元(7);
2.根据权利要求1所述的切焊一体化冲压件检测设备,其特征在于,所述机体(1)上部设置有机门(2),机门(2)上设置有控制单元(201)。
3.根据权利要求2所述的切焊一体化冲压件检测设备,其特征在于,所述控制单元(201)包括控制面板、显示屏和主机。
4.根据权利要求1所述的切焊一体化冲压件检测设备,其特征在于,所述机体(1)一侧设置有进料口(101),机体(1)另一侧设置有出料口(102)。
5.根据权利要求4所述的切焊一体化冲压件检测设备,其特征在于,所述机体(1)内置送料机构(3),送料机构(3)位于出料口(102)处安装有支撑片(301)。
6.根据权利要求5所述的切焊一体化冲压件检测设备,其特征在于,所述支撑片(301)设置成弧形,支撑片(301)用于支撑产品。
7.根据权利要求1所述的切焊一体化冲压件检测设备,其特征在于,所述机体(1)内靠近进料口(101)处安装有清洁单元(302)和传感器。
8.根据权利要求1所述的切焊一体化冲压件检测设备,其特征在于,所述视觉检测单元(4)固定连接支架(5),支架(5)固定安装于机体(1)上。
9.根据权利要求1所述的切焊一体化冲压件检测设备,其特征在于,所述激光焊接单元(7)连接高度调节单元(8),高度调节单元(8)固定连接机体(1)。
技术总结
本技术公开了切焊一体化冲压件检测设备,包括机体,机体包括视觉检测单元、切断单元和激光焊接单元;视觉检测单元至少设置有一个,视觉检测单元用于对待测产品进行视觉检测;切断单元位于视觉检测单元的一侧,切断单元用于对不良品进行裁切;激光焊接单元位于切断单元上方,激光焊接单元用于对冲压料带进行焊接,机体上部设置有机门,机门上设置有控制单元,机体内部的视觉检测单元对冲压料带进行检测,机体内置送料机构,送料机构位于出料口处安装有支撑片,切断单元对不良品进行切除后,激光焊接单元完成切断处的拼接,整个流程无需人工介入,不会打断或影响整条生产线的运作,保证生产线连续不停机的进行运转,从而达到效率的最大化。
技术研发人员:夏超
受保护的技术使用者:上海秦天科技有限公司
技术研发日:20230308
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!