一种异型零件加工定位装置的制作方法
本技术涉及机械加工,特别涉及一种异形零件加工定位装置计。
背景技术:
1、随着机械加工行业的不断发展,多轴高精度的数控设备逐渐走入生产一线,与此同时,产品结构也向着重量更小、刚性更强、集成度更高的方向发展,即将原来多个零件特征、多项功能通过复杂的结构设计聚集于一项零件之上,满足产品多功能的需求。复杂的结构给零件装夹定位造成了不小的难度,过多凸台、凹槽、孔系、筋板等结构使得传统夹具已经无法满足零件的装夹需求,需要借助特殊的装夹定位装置。
技术实现思路
1、本实用新型提供了一种异形零件加工定位装置,当受零件本身结构限制无法利用通用装夹工具夹紧时,根据零件外形的特点,在余量部分制作工艺平面和工艺孔,在此基础之上结合定位装置来进行定位装夹。解决了结构复杂、外形不规则零件的定位问题。
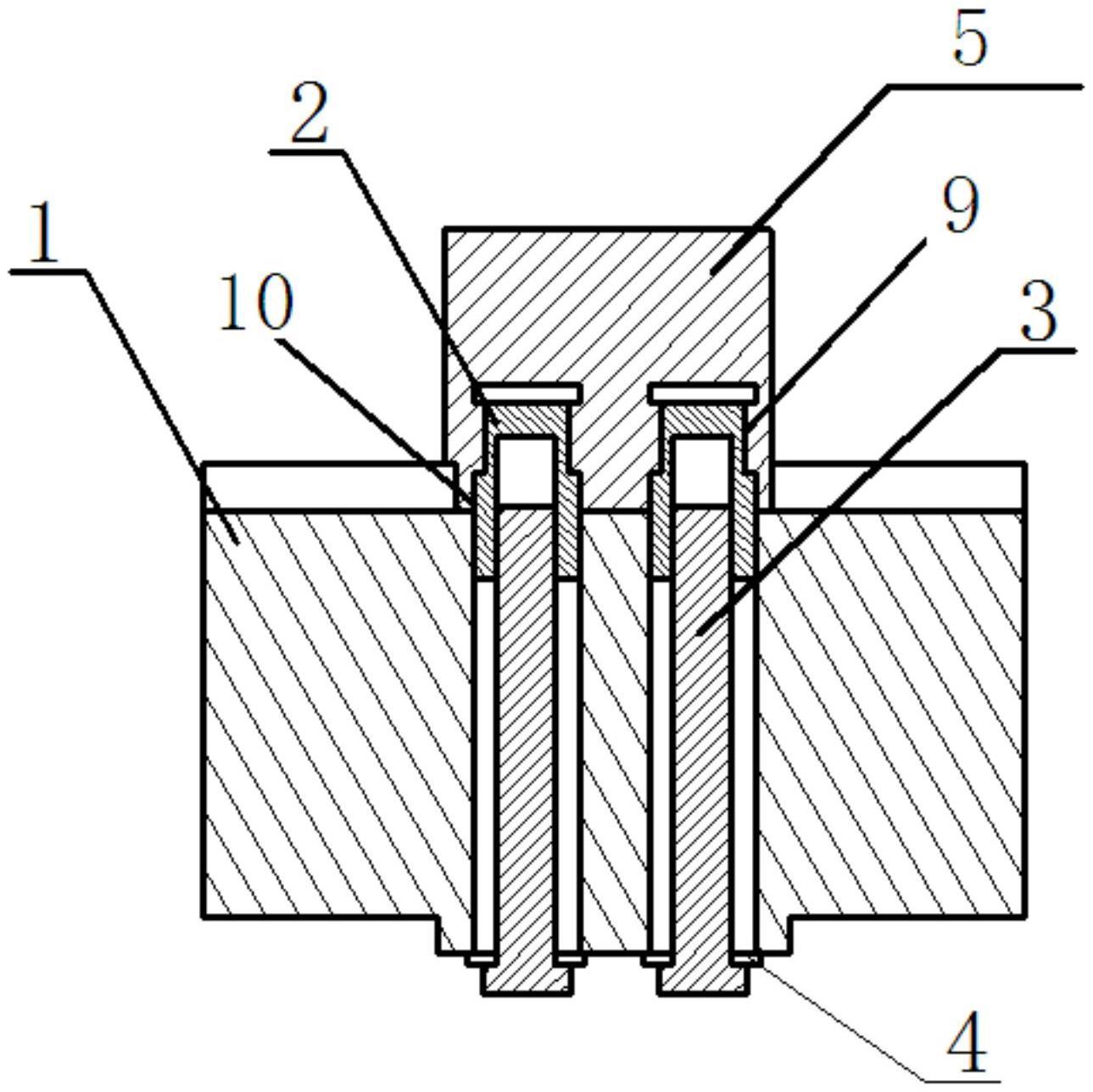
2、本实用新型提供一种异型零件加工定位装置,该装置包括夹具体、螺纹定位销和拉紧螺栓,其中
3、所述夹具体在顶部平面内具有两个以上的定位光孔,在底部装夹在通用夹具上;
4、所述螺纹定位销包括同轴的外螺纹、光杆部分和内螺纹,外螺纹与零件内的零件螺纹孔连接,光杆部分与零件光孔配合定位;
5、所述拉紧螺栓穿过定位光孔后与所述螺纹定位销的内螺纹连接固定。
6、有利地,所述夹具体在顶部还具有装夹槽,所述定位光孔在装夹槽内。
7、有利地,所述夹具体在底部还具有装夹凸台,通过装夹凸台安装在通用夹具上。
8、有利地,装夹凸台与虎钳导轨槽配合使用。
9、有利地,在所述拉紧螺栓的头部与夹具体底部的连接位置处还安装有垫片。
10、有利地,所述零件具有工艺平面,在工艺平面内加工有工艺孔,该工艺孔包括同轴的零件螺纹孔和零件光孔。
11、有利地,所述拉紧螺栓的头部有内六方结构,通过专用工具六方扳手完成拉紧螺栓的上紧过程。
12、改变零件装夹时压紧或者侧面夹紧的传统定位方式,通过拉紧的方式将零件与夹具体固定,再与机床工作台连接,实现加工过程。螺纹定位销为该装置中的核心部分,上端螺纹部分与零件连接,光杆部分既定位零件,又与夹具体连接,螺纹内孔结构通过拉紧螺栓固定到夹具体上。
13、有益效果:该异型零件加工定位装置可以利用零件本身的孔径进行定位,也可以通过制作工艺定位孔,再通过工艺孔与工装连接,解决定位问题。将专用工装改善为通用工装,避免因零件外形不同而频繁制作工装的过程。
14、已经讨论的特征、功能和优点可在各种示例中独立实现,或者可以在其他示例中进行组合。可参照以下描述和附图看出示例的其他细节。
技术特征:
1.一种异型零件加工定位装置,其特征在于:该装置包括夹具体(1)、螺纹定位销(2)和拉紧螺栓(3),其中
2.根据权利要求1所述的异型零件加工定位装置,其特征在于:所述夹具体(1)在顶部还具有装夹槽(6),所述定位光孔(7)在装夹槽(6)内。
3.根据权利要求1所述的异型零件加工定位装置,其特征在于:所述夹具体(1)在底部还具有装夹凸台(8),通过装夹凸台(8)安装在通用夹具上。
4.根据权利要求3所述的异型零件加工定位装置,其特征在于:装夹凸台(8)与虎钳导轨槽配合使用。
5.根据权利要求1所述的异型零件加工定位装置,其特征在于:在所述拉紧螺栓(3)的头部与夹具体(1)底部的连接位置处还安装有垫片(4)。
6.根据权利要求1所述的异型零件加工定位装置,其特征在于:所述零件(5)具有工艺平面,在工艺平面内加工有工艺孔,该工艺孔包括同轴的零件螺纹孔(9)和零件光孔(10)。
7.根据权利要求1所述的异型零件加工定位装置,其特征在于:所述拉紧螺栓(3)的头部有内六方结构,通过专用工具六方扳手完成拉紧螺栓的上紧过程。
技术总结
本技术涉及一种异型零件加工定位装置,包括夹具体、螺纹定位销和拉紧螺栓,夹具体在顶部平面内具有两个以上的定位光孔,在底部装夹在通用夹具上;螺纹定位销包括同轴的外螺纹、光杆部分和内螺纹,外螺纹与零件内的零件螺纹孔连接,光杆部分与零件光孔配合定位;拉紧螺栓穿过定位光孔后与所述螺纹定位销的内螺纹连接固定。当受零件本身结构限制无法利用通用装夹工具夹紧时,根据零件外形的特点,在余量部分制作工艺平面和工艺孔,在此基础之上结合定位装置来进行定位装夹。解决了结构复杂、外形不规则零件的定位问题。
技术研发人员:王延飞,牛雪平,温昊,武冬阳,张静,田红卫,徐锋
受保护的技术使用者:郑州飞机装备有限责任公司
技术研发日:20230310
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!