一种焊接机器人自动定心装夹装置的制作方法
本技术属于机械加工附件,具体涉及一种焊接机器人自动定心装夹装置。
背景技术:
1、夹具:机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具最为常见,常简称为夹具。
2、目前的夹具在使用时,对于工件的装夹和拆卸十分不便,无法实现快速装夹以满足批量生产的需求,且无法实现自动定心及适应不同工件外径的使用需求,因此存在一定的不足。
技术实现思路
1、本实用新型的目的在于提供一种焊接机器人自动定心装夹装置,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案为:
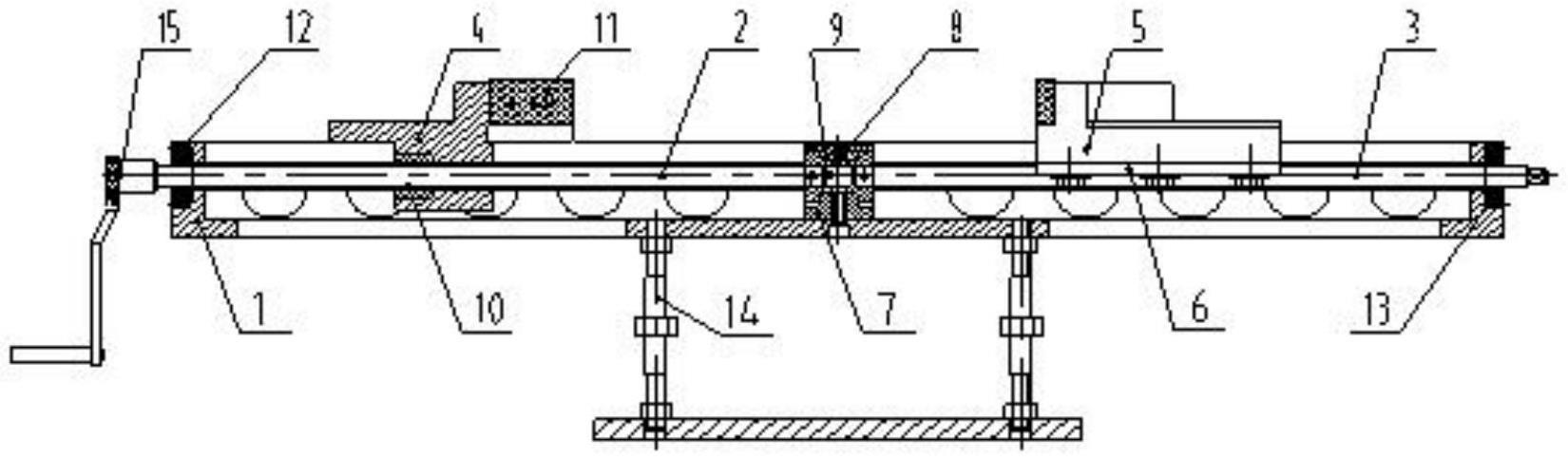
3、一种焊接机器人自动定心装夹装置,包括上端面两侧均居中开设有滑道的长底板;
4、两个所述滑道内分别可居中旋转安装有左旋丝杠和右旋丝杠,所述左旋丝杠和右旋丝杠的外缘面上分别螺纹啮合安装有左旋夹具体和右旋夹具体,所述左旋夹具体和右旋夹具体对称设置,且左旋夹具体和右旋夹具体均包括内部居中开设有适配左旋丝杠和右旋丝杠螺纹啮合的左右旋丝杠母的滑块,滑块的顶端构造有压板,所述压板远离滑块的一侧构造安装有呈v字型夹板,v字型夹板两面均设有台阶面,台阶面内居中等距开设有螺纹孔,螺纹孔内可拆卸安装有网纹夹板。
5、进一步地,所述长底板的顶部居中设置有丝杠中心座,且长底板的底部开设有螺纹孔和圆柱销定位孔,所述螺纹孔和圆柱销定位孔内设置有用于将丝杠中心座和长底板固定的螺栓和圆柱销定位轴。
6、进一步地,所述丝杠中心座的顶部装配固定有丝杠中心座盖本体,且丝杠中心座的两侧均可旋转安装有丝杠连接套。
7、进一步地,所述长底板的两端均居中开设有轴承孔,所述左旋丝杠和右旋丝杠相背的一端均延伸穿出轴承孔,且左旋丝杠远离右旋丝杠的一端固定连接有摇把,所述左旋丝杠和右旋丝杠相向的一端均插接于丝杠连接套内。
8、进一步地,所述轴承孔内设置有固定套设于左旋丝杠和右旋丝杠一端外缘面的轴承本体,所述长底板的两端均可拆卸安装有用于对轴承孔进行密封的轴承压盖。
9、进一步地,所述长底板的底部中心位置可拆卸安装有垫板调整架。
10、与现有技术相比,本实用新型具有如下有益效果:得益于长底板、左旋丝杠、右旋丝杠、左旋夹具体、右旋夹具体、压板、滑块、v字型夹板以及网纹夹板的设置,通过左旋丝杠和右旋丝杠的旋转可分别带动左旋夹具体和右旋夹具体移动,从而使得左旋夹具体和右旋夹具体发生相对移动,并通过左旋夹具体和右旋夹具体上的v字型夹板对工件外缘面进行夹持,从而实现对工件一端外缘面的夹持,由于v字型夹板设置为v型结构,通过v型结构可在夹持的同时自动对工件进行定心,从而可在适应不同工件外径使用需求的同时实现自动定心,实用性强。
技术特征:
1.一种焊接机器人自动定心装夹装置,包括上端面两侧均居中开设有滑道的长底板(1);
2.根据权利要求1所述的一种焊接机器人自动定心装夹装置,其特征在于:所述长底板(1)的顶部居中设置有丝杠中心座(7),且长底板(1)的底部开设有螺纹孔和圆柱销定位孔,所述螺纹孔和圆柱销定位孔内设置有用于将丝杠中心座(7)和长底板(1)固定的螺栓和圆柱销定位轴。
3.根据权利要求2所述的一种焊接机器人自动定心装夹装置,其特征在于:所述丝杠中心座(7)的顶部装配固定有丝杠中心座盖本体(8),且丝杠中心座(7)的两侧均可旋转安装有丝杠连接套(9)。
4.根据权利要求1所述的一种焊接机器人自动定心装夹装置,其特征在于:所述长底板(1)的两端均居中开设有轴承孔,所述左旋丝杠(2)和右旋丝杠(3)相背的一端均延伸穿出轴承孔,且左旋丝杠(2)远离右旋丝杠(3)的一端固定连接有摇把(15),所述左旋丝杠(2)和右旋丝杠(3)相向的一端均插接于丝杠连接套(9)内。
5.根据权利要求4所述的一种焊接机器人自动定心装夹装置,其特征在于:所述轴承孔内设置有固定套设于左旋丝杠(2)和右旋丝杠(3)一端外缘面的轴承本体(13),所述长底板(1)的两端均可拆卸安装有用于对轴承孔进行密封的轴承压盖(12)。
6.根据权利要求1所述的一种焊接机器人自动定心装夹装置,其特征在于:所述长底板(1)的底部中心位置可拆卸安装有垫板调整架(14)。
技术总结
本技术公开了一种焊接机器人自动定心装夹装置,包括上端面两侧均居中开设有滑道的长底板,两个所述滑道内分别可居中旋转安装有左旋丝杠和右旋丝杠,所述左旋丝杠和右旋丝杠的外缘面上分别螺纹啮合安装有左旋夹具体和右旋夹具体,所述左旋夹具体和右旋夹具体对称设置,且左旋夹具体和右旋夹具体均包括内部居中开设有适配左旋丝杠和右旋丝杠螺纹啮合的左右旋丝杠母的滑块,滑块的顶端构造有压板,所述压板远离滑块的一侧构造安装有呈V字型夹板,V字型夹板两面均设有台阶面,台阶面内居中等距开设有螺纹孔,螺纹孔内可拆卸安装有网纹夹板,该焊接机器人自动定心装夹装置,结构合理,便于对工件进行定心夹持,实用性强。
技术研发人员:郭永斌,郭逸夫,王家星
受保护的技术使用者:天津泰和晟智能装备有限公司
技术研发日:20230310
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!