一种冲铆部装及自动组装铆合装置的制作方法
本技术涉及自动组装铆合,特别是涉及了一种冲铆部装及自动组装铆合装置。
背景技术:
1、自动铆合机是利用冲压机设备和专用连接模具通过一个瞬间强高压加工过程,依据板件本身材料的冷挤压变形,形成一个具有一定抗拉和抗剪强度的无应力集中内部镶嵌圆点,即可将不同材质不同厚度的两层或多层板件连接起来。现阶段的自动铆合机存在着一些问题,比如现有技术中自动铆合机多为液压式与气压式,其结构复杂,生产制作成本高,不利于生产,同时由于其多用于大型钣金件的压制,结构会较为庞大,不利于小钣金件的压制;再有冲针座承受瞬间压力的缓冲装置存在耐久度问题,使用时间久后,会造成冲针座或针头的损坏,不利于生产效率。
2、如中国实用新型专利(cn115007789a)公开了一种铆接套用冲铆机,包括冲铆头,还包括底座;所述底座上固定连接有连接板,所述连接板上固定连接有第一液压杆,所述第一液压杆的活动端固定连接有连接块,所述冲铆头固定连接在连接块上,所述连接板上固定连接有装料筒,所述装料筒的底端活动连接有挡板,所述挡板上固定连接有连接杆,所述连接杆上固定连接有第一齿条,所述连接板的侧壁上转动连接有齿轮,所述第一齿条与齿轮啮合,所述齿轮还啮合有第二齿条,本发明便于在工件的连接孔内放置铆接套,并在工件的连接孔内放置有铆接套后直接进行冲压铆接,从而取代了传统在工件连接孔手动放置铆接套的方式。
3、然而,本实用新型人具体实施此装置时,发现存在以下缺陷:液压式生产成本高,同时不利于小型钣金件的压制,其缓冲装置不理想,存在着实用新与耐久性的问题。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种冲铆部装,包括重锤部装、吊起重锤部装和冲针部装,重锤部装用于冲撞冲针部装,吊起重锤部装驱动钢重锤在导杆上垂直滑动;本设计采用的是自重冲铆原理的冲铆方式,在撞击前,通过吊起重锤气缸拉动钢丝绳,使钢重锤在导杆向上拉动挤压弹簧,到达临界点释放,钢重锤的冲击力为自身重力叠加上弹簧压缩时所受到的反作用力,撞击冲针,从而达到铆合的效果,本设计结构简单,可操作性强,上手容易,铆合精度高,利于生产,同时,冲针座受到一定的向下压力里,为了保护下连接器与冲针座的由于撞击力所产出的内部压力,其中间采取预留出具有缓冲弹簧的压力缓冲区,利用缓冲弹簧释放掉内部压力,从而起到缓冲作用。
2、为了解决上述技术问题,本实用新型采用了如下所述的技术方案:
3、一种冲铆部装。
4、所述冲铆部装具体包括:
5、重锤部装、吊起重锤部装和冲针部装,所述重锤部装用于冲撞所述冲针部装,其包括有上安装盘、下安装盘与钢重锤,所述上安装盘与下安装盘通过导杆连接,所述钢重锤滑动适配在所述导杆上,所述钢重锤与所述上安装盘之间的所述导杆上装设有弹簧,所述吊起重锤部装驱动所述钢重锤在所述导杆上垂直向上滑动,所述冲针部装设置在所述下安装盘的底部。
6、作为本实用新型提供的所述的冲铆部装的一种优选实施方式,所述冲铆部装还包括有玻璃防护罩与铜压块,所述铜压块设置在所述钢重锤的底部的撞击端,所述导杆为两个,套设在两个所述导杆上的所述弹簧为加长弹簧。
7、作为本实用新型提供的所述的冲铆部装的一种优选实施方式,所述冲针部装包括有固定座、冲针座、冲针、导柱,所述固定座设置有安装孔,所述冲针座穿过所述安装孔内,其首部与所述固定座卡接,所述固定座与所述下安装盘通过螺栓螺纹连接,所述冲针座与所述下安装盘共同设置有用于放置所述冲针的冲针通孔、用于放置所述导柱的导柱孔与用于缓冲的至少一处弹簧槽,所有所述弹簧槽均设置有缓冲弹簧,所述冲针的顶端设置有复位弹簧,所述冲针座的底部设置有若干个磁铁。
8、作为本实用新型提供的所述的冲铆部装的一种优选实施方式,所述冲针部装还包括有设置在所述冲针座侧面的传感器,其用于检测磁铁是否将产品吸附到位。
9、作为本实用新型提供的所述的冲铆部装的一种优选实施方式,吊起重锤部装包括有用于连接所述钢重锤的钢丝绳、用于拉动所述钢丝绳的吊起重锤气缸、用于连接两者的连接器、用于承接连接器与上安装盘的螺杆,所述螺杆内部中空,所述钢丝绳设置在所述螺杆的内部中,其一端与所述钢重锤连接,其另一端与连接器连接,所述连接器与所述吊起重锤气缸的伸出端连接。
10、本实用新型还提供一种自动组装铆合装置,包括如上述的冲铆部装、用于控制所述冲铆部装移动的机器手、用于输送物料的震动台、用于定位接应物料的物料定位部装、用于装载物料的物料装载台与机架,所述机器手、震动台、定位部装与物料装载台均设置在所述机架上,所述机架内设置有与所述机器手电连接的机械手电气箱。
11、作为本实用新型提供的所述的自动组装铆合装置的一种优选实施方式,所述机架上设置有机器手底座,所述机器手设置在所述机器手底座上,所述冲铆部装设置在所述机器手的抓取端上。
12、作为本实用新型提供的所述的自动组装铆合装置的一种优选实施方式,所述物料装载台为两个,均设置在所述机架上。
13、作为本实用新型提供的所述的自动组装铆合装置的一种优选实施方式,所述定位部装包括有定位底板、滑台气缸、定位座,所述滑台气缸与所述定位座均设置在所述定位底板上,所述滑台气缸的伸出端适配在所述定位座上。
14、作为本实用新型提供的所述的自动组装铆合装置的一种优选实施方式,所述震动台包括有震动盘与直振轨道,所述直振轨道的一端设置在所述震动盘的内部,所述直振轨道的另一端设置在定位座上,并与所述滑台气缸的伸出端相互配合。
15、与现有技术相比,本实用新型有以下有益效果:
16、一种冲铆部装,包括重锤部装、吊起重锤部装和冲针部装,重锤部装用于冲撞冲针部装,吊起重锤部装驱动钢重锤在导杆上垂直滑动;本设计采用的是自重冲铆原理的冲铆方式,在撞击前,通过吊起重锤气缸拉动钢丝绳,使钢重锤在导杆向上拉动挤压弹簧,到达临界点释放,钢重锤的冲击力为自身重力叠加上弹簧压缩时所受到的反作用力,撞击冲针,从而达到铆合的效果,本设计结构简单,可操作性强,上手容易,铆合精度高,利于生产。
17、同时,冲针座受到一定的向下压力里,为了保护下连接器与冲针座的由于撞击力所产出的内部压力,其中间采取预留出具有缓冲弹簧的压力缓冲区,利用缓冲弹簧释放掉内部压力,从而起到缓冲作用。
技术特征:
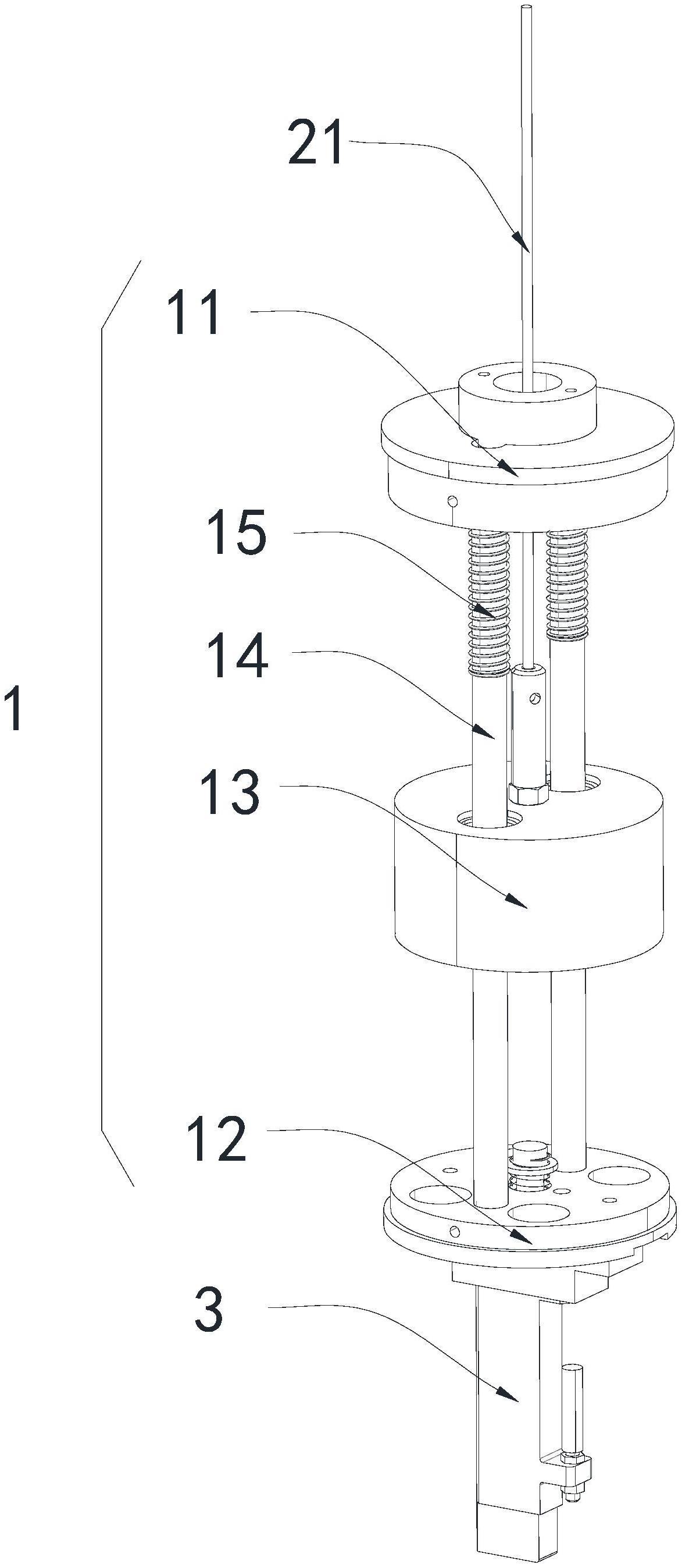
1.一种冲铆部装,其特征在于,其包括重锤部装(1)、吊起重锤部装(2)和冲针部装(3),所述重锤部装(1)用于冲撞所述冲针部装(3),其包括有上安装盘(11)、下安装盘(12)与钢重锤(13),所述上安装盘(11)与下安装盘(12)通过导杆(14)连接,所述钢重锤(13)滑动适配在所述导杆(14)上,所述钢重锤(13)与所述上安装盘(11)之间的所述导杆(14)上装设有弹簧(15),所述吊起重锤部装(2)驱动所述钢重锤(13)在所述导杆(14)上垂直向上滑动,所述冲针部装(3)设置在所述下安装盘(12)的底部。
2.根据权利要求1所述的冲铆部装,其特征在于,所述冲铆部装还包括有玻璃防护罩(16)与铜压块(17),所述铜压块(17)设置在所述钢重锤(13)的底部的撞击端,所述导杆(14)为两个,套设在两个所述导杆(14)上的所述弹簧(15)为加长弹簧。
3.根据权利要求2所述的冲铆部装,其特征在于,所述冲针部装(3)包括有固定座(31)、冲针座(32)、冲针(33)、导柱(34),所述固定座(31)设置有安装孔(35),所述冲针座(32)穿过所述安装孔(35)内,其首部与所述固定座(31)卡接,所述固定座(31)与所述下安装盘(12)通过螺栓(36)螺纹连接,所述冲针座(32)与所述下安装盘(12)共同设置有用于放置所述冲针(33)的冲针通孔(37)、用于放置所述导柱(34)的导柱孔(38)与用于缓冲的至少一处弹簧槽(39),所有所述弹簧槽(39)均设置有缓冲弹簧(391),所述冲针(33)的顶端设置有复位弹簧(392),所述冲针座(32)的底部设置有若干个磁铁(393)。
4.根据权利要求3所述的冲铆部装,其特征在于,所述冲针部装(3)还包括有设置在所述冲针座(32)侧面的传感器(394),其用于检测磁铁(393)是否将产品吸附到位。
5.根据权利要求4所述的冲铆部装,其特征在于,吊起重锤部装(2)包括有用于连接所述钢重锤(13)的钢丝绳(21)、用于拉动所述钢丝绳(21)的吊起重锤气缸(22)、用于连接两者的连接器(23)、用于承接连接器(23)与上安装盘(11)的螺杆(24),所述螺杆(24)内部中空,所述钢丝绳(21)设置在所述螺杆(24)的内部中,其一端与所述钢重锤(13)连接,其另一端与连接器(23)连接,所述连接器(23)与所述吊起重锤气缸(22)的伸出端连接。
6.一种自动组装铆合装置,其特征在于,包括如权利要求1至5任一项所述的冲铆部装(100)、用于控制所述冲铆部装(100)移动的机器手(4)、用于输送物料的震动台(5)、用于定位接应物料的物料定位部装(6)、用于装载物料的物料装载台(7)与机架(8),所述机器手(4)、震动台(5)、定位部装(6)与物料装载台(7)均设置在所述机架(8)上,所述机架(8)内设置有与所述机器手(4)电连接的机械手电气箱(9)。
7.根据权利要求6所述的自动组装铆合装置,其特征在于,所述机架(8)上设置有机器手底座(91),所述机器手(4)设置在所述机器手底座(91)上,所述冲铆部装(100)设置在所述机器手(4)的抓取端上。
8.根据权利要求7所述的自动组装铆合装置,其特征在于,所述物料装载台(7)为两个,均设置在所述机架(8)上。
9.根据权利要求8所述的自动组装铆合装置,其特征在于,所述定位部装(6)包括有定位底板(61)、滑台气缸(62)、定位座(63),所述滑台气缸(62)与所述定位座(63)均设置在所述定位底板(61)上,所述滑台气缸(62)的伸出端适配在所述定位座(63)上。
10.根据权利要求9所述的自动组装铆合装置,其特征在于,所述震动台(5)包括有震动盘(51)与直振轨道(52),所述直振轨道(52)的一端设置在所述震动盘(51)的内部,所述直振轨道(52)的另一端设置在定位座(63)上,并与所述滑台气缸(62)的伸出端相互配合。
技术总结
本技术公开了一种冲铆部装及自动组装铆合装置,包括重锤部装、吊起重锤部装和冲针部装,重锤部装用于冲撞冲针部装,吊起重锤部装驱动钢重锤在导杆上垂直滑动;本设计采用的是自重冲铆原理的冲铆方式,在撞击前,通过吊起重锤气缸拉动钢丝绳,使钢重锤在导杆向上拉动挤压弹簧,到达临界点释放,钢重锤的冲击力为自身重力叠加上弹簧压缩时所受到的反作用力,撞击冲针,从而达到铆合的效果,本设计结构简单,可操作性强,上手容易,铆合精度高,利于生产,同时冲针座受到一定的向下压力,为了保护下连接器与冲针座的由撞击力所产出的内部压力,其中间采取预留出具有缓冲弹簧的压力缓冲区,利用缓冲弹簧释放掉内部压力,从而起到缓冲作用。
技术研发人员:杜兆生,郭谦,刘临军
受保护的技术使用者:深圳市锦鹏五金塑胶有限公司
技术研发日:20230301
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!