变速箱壳体毛坯件粗加工用翻转装夹装置的制作方法
本技术属于一种翻转装夹装置,具体涉及一种变速箱壳体毛坯件粗加工用翻转装夹装置。
背景技术:
1、现有的变速箱壳体毛坯件生产出来后,需要对变速箱壳体毛坯件进行粗加工处理,且粗加工时,需要翻动变速箱壳体,以对变速箱壳体加工到位,而变速箱壳体毛坯件体积较大,质量较重,人工翻动变速箱壳体费时费力,很不容易。
2、在公开号为cn106826339a的中国专利申请中公开了一种棘轮本体去毛刺翻转工装,由底座、面板、回位定位块ⅰ、回位定位块ⅱ、回位定位底座ⅰ、回位定位底座ⅱ、基准块、圆周定位块、配油器、径向定位块、压爪机构、被动旋转座、主动旋转座、液压机构和气路机构组成,其特征在于:所述的液压机构通过蜗杆传动副带动面板2翻转,定位使面板上的工件完成加工,液压机构还使压爪机构夹紧放松工件,压爪机构和可调中心定位座同时放松面板自动复位。
3、该工装控制液压站对夹具供油使压爪机构夹紧工件,而液压供油时需要通过各种油管对夹具供油,由于各种油管的存在,通过面板翻转工件进行加工时,油管容易被面部或者工件拉扯导致油管断开或油管破裂,影响油液的正常供应,且影响加工的正常进行。
技术实现思路
1、本实用新型目的在于提供一种变速箱壳体毛坯件粗加工用翻转装夹装置,解决了现有技术存在的工件翻转易牵扯油管,影响加工进行等问题。
2、本实用新型的上述技术目的主要是通过以下技术方案解决的:一种变速箱壳体毛坯件粗加工用翻转装夹装置,包括用于固定工件的固定板,所述固定板的两侧分别设有用于驱动固定板翻转的液压分度盘和与液压分度盘配合夹紧并翻转固定板的刹车尾座,所述固定板的板面上设有多个用于压紧工件的液压夹具,所述固定板内部设有若干与液压分度盘和液压夹具连通的油道;上述固定板通过液压分度盘和刹车尾座实现固定和翻转动作,可带动工件在加工时进行翻转,无需人工翻转,更加省力,而固定板内部的油道与与液压分度盘和液压夹具内部供油道连通,使得液压夹具装夹工件时,固定板的翻转无外部油管干扰,从而可以避免固定板翻转时对油管造成拉扯而导致油管断开或破裂,保证加工的正常进行。
3、作为优选,所述液压分度盘的输出端上设有第一l型支座,所述第一l型支座的底部设有多个与液压分度盘的油道连接的送油孔,所述送油孔与固定板内部的油道连通;上述第一l型支座和送油孔的设置,使得固定板连接在液压分度盘上时,可通过固定板的内部油道连接送油孔和液压分度盘内部油路,直接内部油路的供油,无需额外设置油管,避免了油管对固定板翻转的干扰。
4、作为优选,所述刹车尾座上与第一l型支座相对的一面上设有第二l型支座,所述固定板连接在第一l型支座的底部突出部位和第二l型支座的底部突出部位;上述第二l型支座和和第一l型支座配合,通过第一l型支座的底部突出部位和第二l型支座的底部突出部对固定板进行支撑固定,使得固定板可翻转,且方便拆卸维护。
5、作为优选,所述液压夹具包括可旋转且可升降的压紧块,所述压紧块的压紧端下方设有用于支撑工件底面的支撑座,所述液压夹具与油道连通;上述压紧块可旋转至固定板上方,并通过液压和压紧端压紧工件,并通过支撑座支撑工件的底面,避免工件对固定板产生直接的压力。
6、作为优选,所述固定板的中部设有与工件配合的定位柱;上述定位柱的设置,可对工件的固定实现直接的定位,方便快速对工件定位,同时可防止工件加工时发生偏移而影响加工质量。
7、作为优选,所述固定板上设有上下贯穿固定板的让位通孔;上述让位通孔的设置,可使得工件的局部位置裸露出来,方便翻转时进行加工处理。
8、作为优选,所述液压分度盘和刹车尾座的底部设有连接座,所述连接座的顶面上设有导向槽,所述液压分度盘和刹车尾座的底部均设有与导向槽配合辅助液压分度盘和刹车尾座相对移动的导向条;上述连接座的设置,使得液压分度盘和刹车尾座可通过导向条沿着导向槽移动,从而可对液压分度盘和刹车尾座进行相对位置的调节,以适应不同大小的固定板或工件,保持对不同大小的固定板的夹紧。
9、因此,本实用新型具有无需设置额外油管,可避免固定板翻转时对油管造成拉扯而导致油管断开或破裂,保证加工的正常进行等特点。
技术特征:
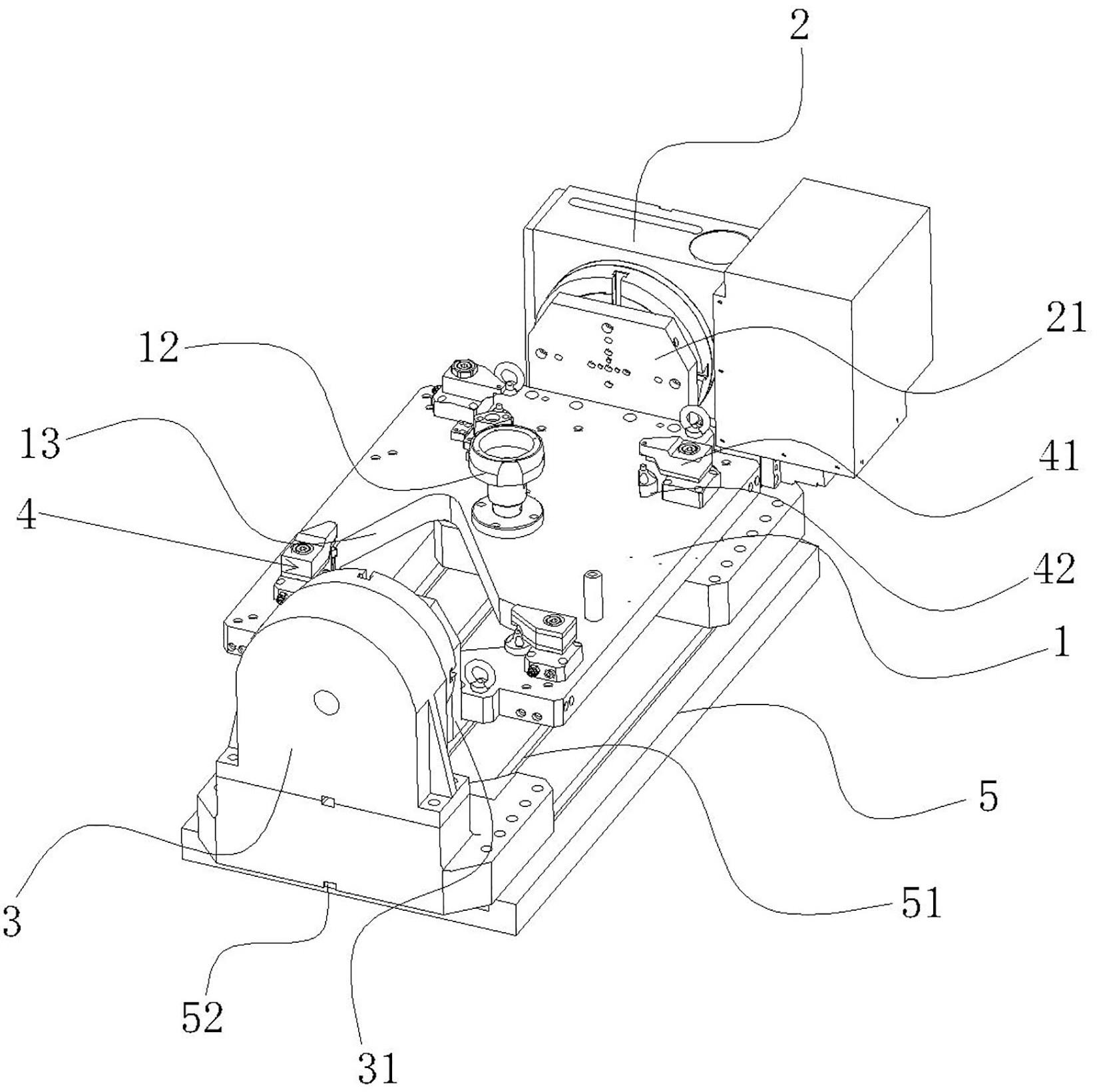
1.一种变速箱壳体毛坯件粗加工用翻转装夹装置,其特征在于:包括用于固定工件的固定板(1),所述固定板(1)的两侧分别设有用于驱动固定板(1)翻转的液压分度盘(2)和与液压分度盘(2)配合翻转固定板(1)的刹车尾座(3),所述固定板(1)的板面上设有多个用于压紧工件的液压夹具(4),所述固定板(1)内部设有若干与液压分度盘(2)和液压夹具(4)连通的油道(11)。
2.根据权利要求1所述的变速箱壳体毛坯件粗加工用翻转装夹装置,其特征在于:所述液压分度盘(2)的输出端上设有第一l型支座(21),所述第一l型支座(21)的底部设有多个与液压分度盘(2)的油道连接的送油孔(211),所述送油孔(211)与固定板(1)内部的油道(11)连通。
3.根据权利要求2所述的变速箱壳体毛坯件粗加工用翻转装夹装置,其特征在于:所述刹车尾座(3)上与第一l型支座(21)相对的一面上设有第二l型支座(31),所述固定板(1)连接在第一l型支座(21)的底部突出部位和第二l型支座(31)的底部突出部位。
4.根据权利要求1所述的变速箱壳体毛坯件粗加工用翻转装夹装置,其特征在于:所述液压夹具(4)包括可旋转且可升降的压紧块(41),所述压紧块(41)的压紧端下方设有用于支撑工件底面的支撑座(42),所述液压夹具(4)与油道(11)连通。
5.根据权利要求1所述的变速箱壳体毛坯件粗加工用翻转装夹装置,其特征在于:所述固定板(1)的中部设有与工件配合的定位柱(12)。
6.根据权利要求1所述的变速箱壳体毛坯件粗加工用翻转装夹装置,其特征在于:所述固定板(1)上设有上下贯穿固定板(1)的让位通孔(13)。
7.根据权利要求1所述的变速箱壳体毛坯件粗加工用翻转装夹装置,其特征在于:所述液压分度盘(2)和刹车尾座(3)的底部设有连接座(5),所述连接座(5)的顶面上设有导向槽(51),所述液压分度盘(2)和刹车尾座(3)的底部均设有与导向槽(51)配合辅助液压分度盘(2)和刹车尾座(3)相对移动的导向条(52)。
技术总结
本技术涉及一种变速箱壳体毛坯件粗加工用翻转装夹装置,包括用于固定工件的固定板,所述固定板的两侧分别设有用于驱动固定板翻转的液压分度盘和与液压分度盘配合夹紧并翻转固定板的刹车尾座,所述固定板的板面上设有多个用于压紧工件的液压夹具,所述固定板内部设有若干与液压分度盘和液压夹具连通的油道。本技术具有无需设置额外油管,可避免固定板翻转时对油管造成拉扯而导致油管断开或破裂,保证加工的正常进行等特点。
技术研发人员:彭春,邓亚彬,李笛,段小号
受保护的技术使用者:富源飞扬汽车零部件有限公司
技术研发日:20230314
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!