一种数控立车加工的电磁铁工装的制作方法
本申请涉及电磁铁工装,尤其是涉及一种数控立车加工的电磁铁工装。
背景技术:
1、数控立车加工用电永磁吸盘是加工中心用高科技磁装夹工具,也称数控机床电永磁吸盘;可用于各种数控加工,吸力强,性能稳定。可用于各种数控车床、立式车床等,采用欧洲先进磁力装夹技术,完全可以适合薄板装夹的要求,即使3mm以下的薄板,通过充退磁控制器选择合理的透磁深度,也能够实现无形变加工装夹;3秒即完成工件的装夹或释放,大大提高了生产效率。由于目前的电永磁吸盘通常为圆形,导致其平面度要求比较高,在数控立车加工中通常是靠手动螺丝锁紧的方式加工,比较耗时且效率较低,且随着数控立车的加工工作会带动电永磁吸盘产生振动,加工过程中的振动大小,振动力越大,则产生的振幅亦大,随着振幅的增大,波纹度的波度值亦增大,波度值与振动体的振幅是成正比的,从而导致表面振纹严重很难保证产品质量,严重的还会导致电解槽组装时出现倾斜的情况。
技术实现思路
1、为了解决上述提出的问题,本申请提供一种数控立车加工的电磁铁工装。
2、本申请提供的一种数控立车加工的电磁铁工装采用如下的技术方案:
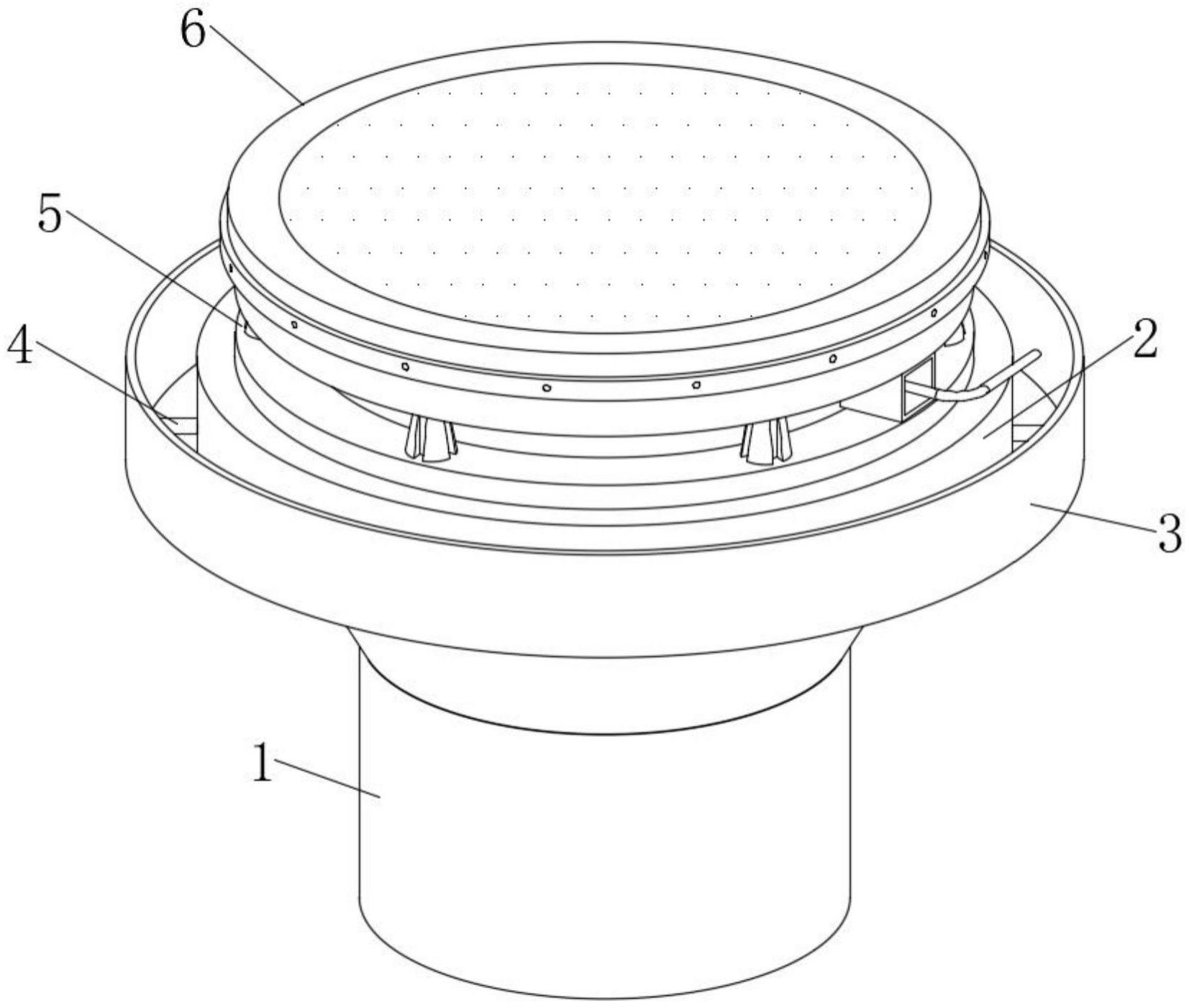
3、一种数控立车加工的电磁铁工装,包括极框,所述极框的内部呈一体结构设有主极板,所述极框的底部设有用于支撑的工作台,所述工作台上安装有底部加强工装,所述底部加强工装的顶部设有固定电磁铁圆环式工装。
4、优选的,所述工作台的底部通过螺栓连接有用于承重的支撑底座,所述工作台和底部加强工装通过螺栓连接,所述工作台与底部加强工装均设置为环形。
5、优选的,所述极框设置为圆环形,所述主极板设置为圆形且与极框焊接,所述底部加强工装的上表面沿周向等距焊接有若干个用于定位的加强支撑筋,所述加强支撑筋远离底部加强工装的一端与固定电磁铁圆环式工装卡接。
6、优选的,所述固定电磁铁圆环式工装的内部沿周向等距设有若干个电磁铁,所述电磁铁的表面沿周向等距卡接有一组定位销轴,所述固定电磁铁圆环式工装的输入端电性连接有电源导线。
7、优选的,所述工作台的外壁沿周向等距焊接有若干个用于定位的连接柱,所述连接柱远离工作台外壁的一端焊接有用于加工防护的环形防护罩。
8、综上所述,本申请包括以下有益技术效果:
9、本申请通过在固定电磁铁圆环式工装内设置多组电磁铁并通过电源导线连接外部电控柜,便于给各电磁铁提供稳定的电流电压,保证电磁铁吸力稳定性,当电磁铁断电后会牢固的吸住极板,确保了极板和固定电磁铁圆环式工装更好的贴合,电磁铁吸紧使得装夹更加便利,比螺栓手动锁紧结构简单方便快捷,让操作人员使用起来更加省时省力,安装更加的稳定,从而方便对主极板的加工,保证了产品的平行度和解决了表面振纹问题,有效的提高了生产效率,并解决了组装倾斜问题。
技术特征:
1.一种数控立车加工的电磁铁工装,包括极框(6),其特征在于:所述极框(6)的内部呈一体结构设有主极板(12),所述极框(6)的底部设有用于支撑的工作台(2),所述工作台(2)上安装有底部加强工装(5),所述底部加强工装(5)的顶部设有固定电磁铁圆环式工装(8)。
2.根据权利要求1所述的一种数控立车加工的电磁铁工装,其特征在于:所述工作台(2)的底部通过螺栓连接有用于承重的支撑底座(1),所述工作台(2)和底部加强工装(5)通过螺栓连接,所述工作台(2)与底部加强工装(5)均设置为环形。
3.根据权利要求1所述的一种数控立车加工的电磁铁工装,其特征在于:所述极框(6)设置为圆环形,所述主极板(12)设置为圆形且与极框(6)焊接,所述底部加强工装(5)的上表面沿周向等距焊接有若干个用于定位的加强支撑筋(7),所述加强支撑筋(7)远离底部加强工装(5)的一端与固定电磁铁圆环式工装(8)卡接。
4.根据权利要求3所述的一种数控立车加工的电磁铁工装,其特征在于:所述固定电磁铁圆环式工装(8)的内部沿周向等距设有若干个电磁铁(9),所述电磁铁(9)的表面沿周向等距卡接有一组定位销轴(10),所述固定电磁铁圆环式工装(8)的输入端电性连接有电源导线(11)。
5.根据权利要求1所述的一种数控立车加工的电磁铁工装,其特征在于:所述工作台(2)的外壁沿周向等距焊接有若干个用于定位的连接柱(4),所述连接柱(4)远离工作台(2)外壁的一端焊接有用于加工防护的环形防护罩(3)。
技术总结
本申请涉及电磁铁工装技术领域,且公开了一种数控立车加工的电磁铁工装,包括极框,极框的内部呈一体结构设有主极板,极框的底部设有用于支撑的工作台,工作台的底部通过螺栓连接有用于承重的支撑底座,工作台上安装有底部加强工装,底部加强工装的顶部设有固定电磁铁圆环式工装。本方案通过在固定电磁铁圆环式工装内设置多组电磁铁并通过电源导线连接外部电控柜,便于给各电磁铁提供稳定的电流电压,保证电磁铁吸力稳定性,当电磁铁断电后会牢固的吸住极板,确保了极板和固定电磁铁圆环式工装更好的贴合,安装更加的稳定,从而方便对主极板的加工,保证了产品的平行度和解决了表面振纹问题,有效的提高了生产效率,并解决了组装倾斜问题。
技术研发人员:张春映,黄李想
受保护的技术使用者:合肥真谊机械制造有限公司
技术研发日:20230315
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!