一种用于钢轨铝热焊的自封箱砂模的制作方法
本实用涉及自封箱砂模,具体是涉及一种用于钢轨铝热焊的自封箱砂模。
背景技术:
1、传统的自封箱砂模采用封箱泥或者砂子,来防止钢水流出,如采用封箱泥来进行密封,会出现不透气,含水量高,容易造成浇注完的焊头产生缺陷的问题,如采用砂子来进行密封,会出现粘度不够,容易造成钢水泄漏,焊接失败,影响通车,造成重大安全事故等问题,急需一种自封箱砂模来解决上述问题。
技术实现思路
1、本实用的目的是为了克服上述背景技术的不足,提供一种用于钢轨铝热焊的自封箱砂模。
2、第一方面,本实用提供一种用于钢轨铝热焊的自封箱砂模,包括:
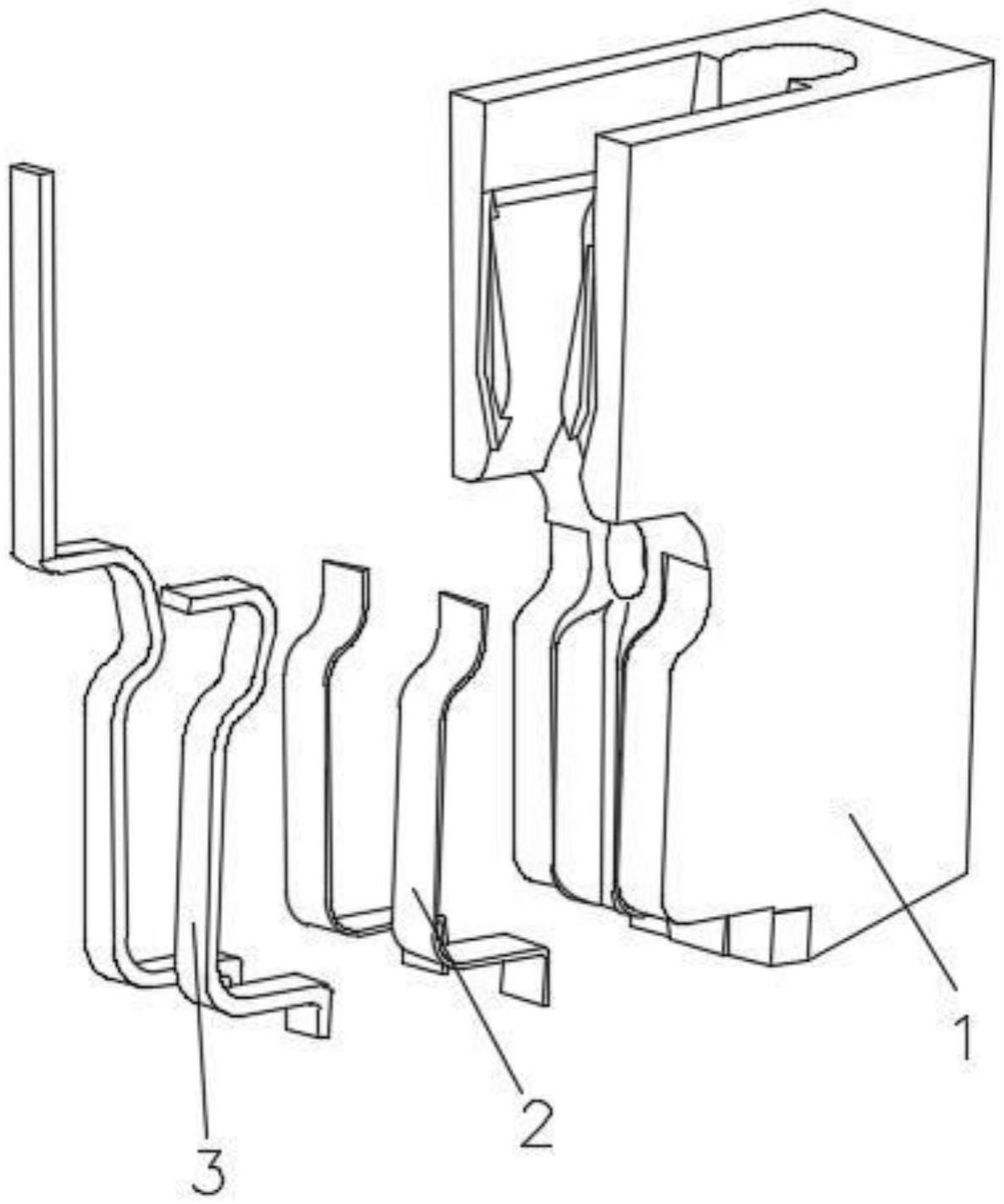
3、两个砂模侧模,所述砂模侧模一侧开设有成型槽;
4、两个第一特殊膨胀部,设置在砂模侧模成型槽一侧的轮廓边缘处,且覆盖部分轮廓区域;
5、两个第一高温纤维部,覆盖在第一特殊膨胀部,且部分覆盖在砂模侧模上;
6、砂模分流塞,设置在砂模侧模的成型槽内。
7、进一步地,还包括砂模底模,设置在砂模侧模的底部,位于两个所述砂模侧模成型槽之间。
8、进一步地,所述砂模底模的上端面设置有第二特殊膨胀部。
9、进一步地,所述第二特殊膨胀部包括:
10、两个长条高温膨胀胶条,设置在砂模底模上端面的两侧边缘,以及
11、两个框形高温膨胀胶条,设置在砂模底模的上端面,且位于两个长条高温膨胀胶条之间。
12、进一步地,所述第二特殊膨胀部的上端面设置有第二高温纤维部,所述第二高温纤维部覆盖砂模底模,所述第二高温纤维部包括高温纤维纸。
13、进一步地,所述第二高温纤维部的中部呈镂空设置。
14、进一步地,所述第二高温纤维部整体形状与两个砂模侧模的下端面轮廓相吻合。
15、进一步地,所述砂模侧模的成型槽呈梯形设置,且所述砂模侧模上宽下窄。
16、进一步地,其中一个所述第一特殊膨胀部覆盖成型槽一侧的整体轮廓,另外一个所述第一特殊膨胀部覆盖成型槽一侧的部分轮廓。
17、两个所述砂模侧模的成型槽中部设置有分流槽,两个分流槽与砂模分流塞相适配。
18、进一步地,所述砂模底模位于成型槽内部最宽处,且砂模底模的第二高温纤维部与成型槽内壁相贴合。
19、与现有技术相比,本实用的优点如下:通过覆盖在砂模侧模的第一特殊膨胀部,实现两个砂模侧模在合模后,高温使得第一特殊膨胀部膨胀,从而使第一高温纤维部受到膨胀挤压,从而两个砂模侧模的第一高温纤维部与待焊接钢轨表面相贴合,对砂模侧模内进行密封,从而防止钢水流出;通过砂模底模,和设置其上的第二特殊膨胀部与第二高温纤维部,实现砂模侧模合模后,能与砂模侧模底部吻合,从而对砂模侧模密封,防止钢水流出。
技术特征:
1.一种用于钢轨铝热焊的自封箱砂模,其特征在于,包括:
2.如权利要求1所述的一种用于钢轨铝热焊的自封箱砂模,其特征在于,还包括砂模底模(4),设置在砂模侧模(1)的底部,位于两个所述砂模侧模(1)成型槽之间。
3.如权利要求2所述的一种用于钢轨铝热焊的自封箱砂模,其特征在于,所述砂模底模(4)的上端面设置有第二特殊膨胀部(5)。
4.如权利要求3所述的一种用于钢轨铝热焊的自封箱砂模,其特征在于,所述第二特殊膨胀部(5)包括:
5.如权利要求4所述的一种用于钢轨铝热焊的自封箱砂模,其特征在于,所述第二特殊膨胀部(5)的上端面设置有第二高温纤维部(6),所述第二高温纤维部(6)覆盖砂模底模(4),所述第二高温纤维部(6)包括高温纤维纸。
6.如权利要求5所述的一种用于钢轨铝热焊的自封箱砂模,其特征在于,所述第二高温纤维部(6)的中部呈镂空设置。
7.如权利要求6所述的一种用于钢轨铝热焊的自封箱砂模,其特征在于,所述第二高温纤维部(6)整体形状与两个砂模侧模(1)的下端面轮廓相吻合。
8.如权利要求1所述的一种用于钢轨铝热焊的自封箱砂模,其特征在于,所述砂模侧模(1)的成型槽呈梯形设置,且所述砂模侧模(1)上宽下窄。
9.如权利要求1所述的一种用于钢轨铝热焊的自封箱砂模,其特征在于,其中一个所述第一特殊膨胀部(2)覆盖成型槽一侧的整体轮廓,另外一个所述第一特殊膨胀部(2)覆盖成型槽一侧的部分轮廓。
10.如权利要求1所述的一种用于钢轨铝热焊的自封箱砂模,其特征在于,两个所述砂模侧模(1)的成型槽中部设置有分流槽,两个分流槽与砂模分流塞(7)相适配。
技术总结
本实用公开了一种用于钢轨铝热焊的自封箱砂模,涉及自封箱砂模技术领域,包括:两个砂模侧模,所述砂模侧模一侧开设有成型槽;两个第一特殊膨胀部,设置在砂模侧模成型槽一侧的轮廓边缘处,且覆盖部分轮廓区域;两个第一高温纤维部。本实用的有益效果是:通过覆盖在砂模侧模的第一特殊膨胀部,实现两个砂模侧模在合模后,高温使得第一特殊膨胀部膨胀,从而使第一高温纤维部受到膨胀挤压,从而两个砂模侧模的第一高温纤维部与待焊接钢轨表面相贴合,对砂模侧模内进行密封,从而防止钢水流出;通过砂模底模,和设置其上的第二特殊膨胀部与第二高温纤维部,实现砂模侧模合模后,能与砂模侧模底部吻合,从而对砂模侧模密封,防止钢水流出。
技术研发人员:尼古拉斯·德蒙
受保护的技术使用者:瑞泰潘得路铁路技术(武汉)有限公司
技术研发日:20230316
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!