一种变速器总成定位工装的制作方法
本技术涉及变速器总成定位领域,具体是一种变速器总成定位工装。
背景技术:
1、变速器总成是一个整体,包括很多零件,主要由齿轮和轴组成,通过不同的齿轮组合产生扭矩变化,变速器总成在加工时需要进行定位,需要使用变速器总成定位工装。
2、现有的变速器总成定位工装主要由底座、定位销、固定板组成,将定位板固定在变速器总成的侧壁,再通过定位销将固定板固定在底座上,使变速器总成被定位固定,当对变速器加工后需要拆除定位销以及固定板。
3、现有技术中对变速器总成使用固定板以及定位销进行定位,每次固定变速器总成时需要拆除固定板以及定位销再安装,使变速器总成定位步骤繁琐,操作花费时间较长,变速器总成定位效率较低,因此,针对上述问题提出一种变速器总成定位工装。
技术实现思路
1、为了弥补现有技术的不足,解决上述问题,本实用新型提出一种变速器总成定位工装。
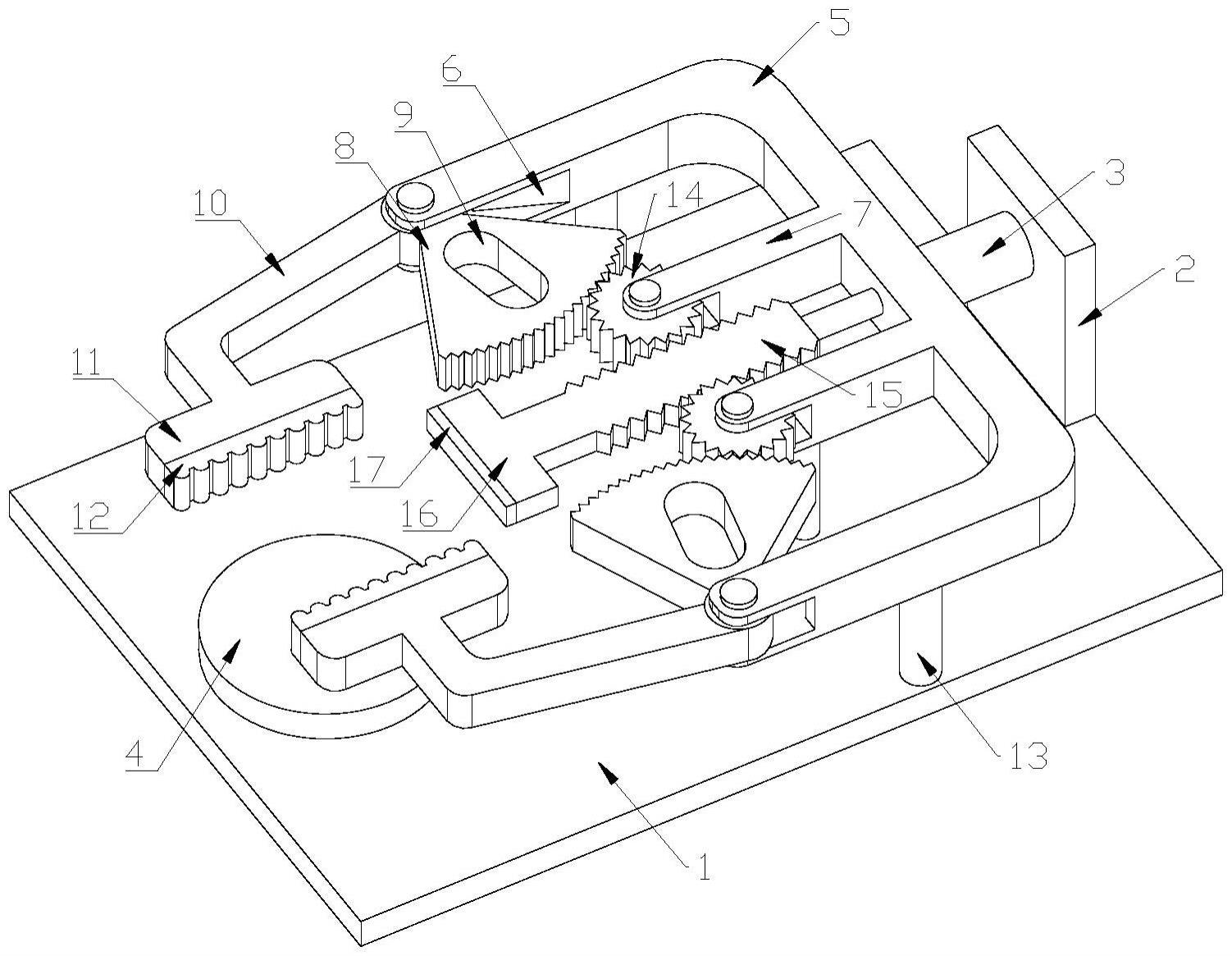
2、本实用新型解决其技术问题所采用的技术方案是:本实用新型所述的一种变速器总成定位工装,包括底座,所述底座顶部固接有支架,所述支架侧壁固接有气缸,所述底座顶部固接有框架,所述气缸输出端贯穿于框架,所述气缸输出端固接有齿条,所述齿条两侧均设置有齿牙,所述齿条远离于气缸的一端固接有挤压板二,所述框架远离于气缸的两端均开设有槽口,两组所述槽口内均转动连接有弧形齿轮,两组所述弧形齿轮侧壁均固接有连接臂,所述连接臂一端均固接有挤压板一,所述框架内固接有两组固定柱,两组所述固定柱相互对称,两组所述固定柱远离于气缸的一端均转动连接有圆齿轮,两组所述圆齿轮分别与两组弧形齿轮啮合,所述齿条位于两组圆齿轮之间,两组所述圆齿轮分别啮合于齿条两侧。
3、优选的,所述底座顶部固接有固定座,所述固定座位于两组挤压板一之间。
4、优选的,所述框架形状设置为u型,所述槽口形状设置为直角梯形。
5、优选的,所述框架底部固接有多组支柱,多组所述支柱均固接于底座顶部。
6、优选的,两组所述挤压板一远离于连接臂的一侧胶黏有挤压垫,两组所述挤压垫相互对称。
7、优选的,所述挤压板二远离于气缸的一侧胶黏有防护垫。
8、优选的,两组所述挤压垫相互对应的一侧设置为波浪形,所述挤压垫为橡胶材质。
9、优选的,所述弧形齿轮顶部开设有孔洞,所述孔洞贯穿于弧形齿轮。
10、本实用新型的有益之处在于:
11、本实用新型通过将变速器总成放置在底座顶部,然后启动气缸带动齿条移动,齿条两侧带动两组圆齿轮转动,使圆齿轮带动两组弧形齿轮转动,从而使弧形齿轮通过连接臂带动挤压板一相互靠近,使两组挤压板一挤压变速器总成两侧,使变速器总成被定位,本变速器总成定位工装定位定位操作步骤简单,操作花费时间减短,变速器总成定位效率提高。
技术特征:
1.一种变速器总成定位工装,其特征在于:包括底座(1),其特征在于所述底座(1)顶部固接有支架(2),所述支架(2)侧壁固接有气缸(3),所述底座(1)顶部固接有框架(5),所述气缸(3)输出端贯穿于框架(5),所述气缸(3)输出端固接有齿条(15),所述齿条(15)两侧均设置有齿牙,所述齿条(15)远离于气缸(3)的一端固接有挤压板二(16),所述框架(5)远离于气缸(3)的两端均开设有槽口(6),两组所述槽口(6)内均转动连接有弧形齿轮(8),两组所述弧形齿轮(8)侧壁均固接有连接臂(10),所述连接臂(10)一端均固接有挤压板一(11),所述框架(5)内固接有两组固定柱(7),两组所述固定柱(7)相互对称,两组所述固定柱(7)远离于气缸(3)的一端均转动连接有圆齿轮(14),两组所述圆齿轮(14)分别与两组弧形齿轮(8)啮合,所述齿条(15)位于两组圆齿轮(14)之间,两组所述圆齿轮(14)分别啮合于齿条(15)两侧。
2.根据权利要求1所述的一种变速器总成定位工装,其特征在于:所述底座(1)顶部固接有固定座(4),所述固定座(4)位于两组挤压板一(11)之间。
3.根据权利要求2所述的一种变速器总成定位工装,其特征在于:所述框架(5)形状设置为u型,所述槽口(6)形状设置为直角梯形。
4.根据权利要求3所述的一种变速器总成定位工装,其特征在于:所述框架(5)底部固接有多组支柱(13),多组所述支柱(13)均固接于底座(1)顶部。
5.根据权利要求4所述的一种变速器总成定位工装,其特征在于:两组所述挤压板一(11)远离于连接臂(10)的一侧胶黏有挤压垫(12),两组所述挤压垫(12)相互对称。
6.根据权利要求5所述的一种变速器总成定位工装,其特征在于:所述挤压板二(16)远离于气缸(3)的一侧胶黏有防护垫(17)。
7.根据权利要求6所述的一种变速器总成定位工装,其特征在于:两组所述挤压垫(12)相互对应的一侧设置为波浪形,所述挤压垫(12)为橡胶材质。
8.根据权利要求7所述的一种变速器总成定位工装,其特征在于:所述弧形齿轮(8)顶部开设有孔洞(9),所述孔洞(9)贯穿于弧形齿轮(8)。
技术总结
本技术属于变速器总成定位领域,具体的说是一种变速器总成定位工装,包括底座,所述底座顶部固接有支架,所述支架侧壁固接有气缸,所述底座顶部固接有框架,所述气缸输出端贯穿于框架,所述气缸输出端固接有齿条,所述齿条两侧均设置有齿牙,所述齿条远离于气缸的一端固接有挤压板二;通过将变速器总成放置在底座顶部,然后启动气缸带动齿条移动,齿条两侧带动两组圆齿轮转动,使圆齿轮带动两组弧形齿轮转动,从而使弧形齿轮通过连接臂带动挤压板一相互靠近,使两组挤压板一挤压变速器总成两侧,使变速器总成被定位,本变速器总成定位工装定位操作步骤简单,操作花费时间减短,变速器总成定位效率提高。
技术研发人员:柯镇兴,时鹏
受保护的技术使用者:苏州众源测试技术有限公司
技术研发日:20230316
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!