采煤机截齿中频感应加热焊接装置的制作方法
本技术属于截齿加热焊接,具体是采煤机截齿中频感应加热焊接装置。
背景技术:
1、采煤机截齿是开采掘进机器上的零件,一般由截齿柄和截齿头组成,而截齿头放置在焊接在截齿柄顶端开设的放置槽中,然后再焊接成的,而在进行焊接的时候,一般采用全体加热焊接和局部精准焊接的方式进行焊接,其中在进行全体加热焊接的时候,容易导致截齿柄被焊接在夹持杆上,从而导致截齿无法被取下,且占空间较大,而在进行局部精准焊接的时候,则需要工人逐一用加热线圈进行局部加热焊接,这种方式虽然不会出现截齿柄被焊接在夹持杆上的情况出现,且占用空间较小,但是加工速度慢,加工效率低下,并不能进行大批量地加工。
技术实现思路
1、为解决上述背景技术中提出的问题,本实用新型提供了采煤机截齿中频感应加热焊接装置,具有方便夹持截齿,并快速进行局部焊接和方便更换夹持工具的优点。
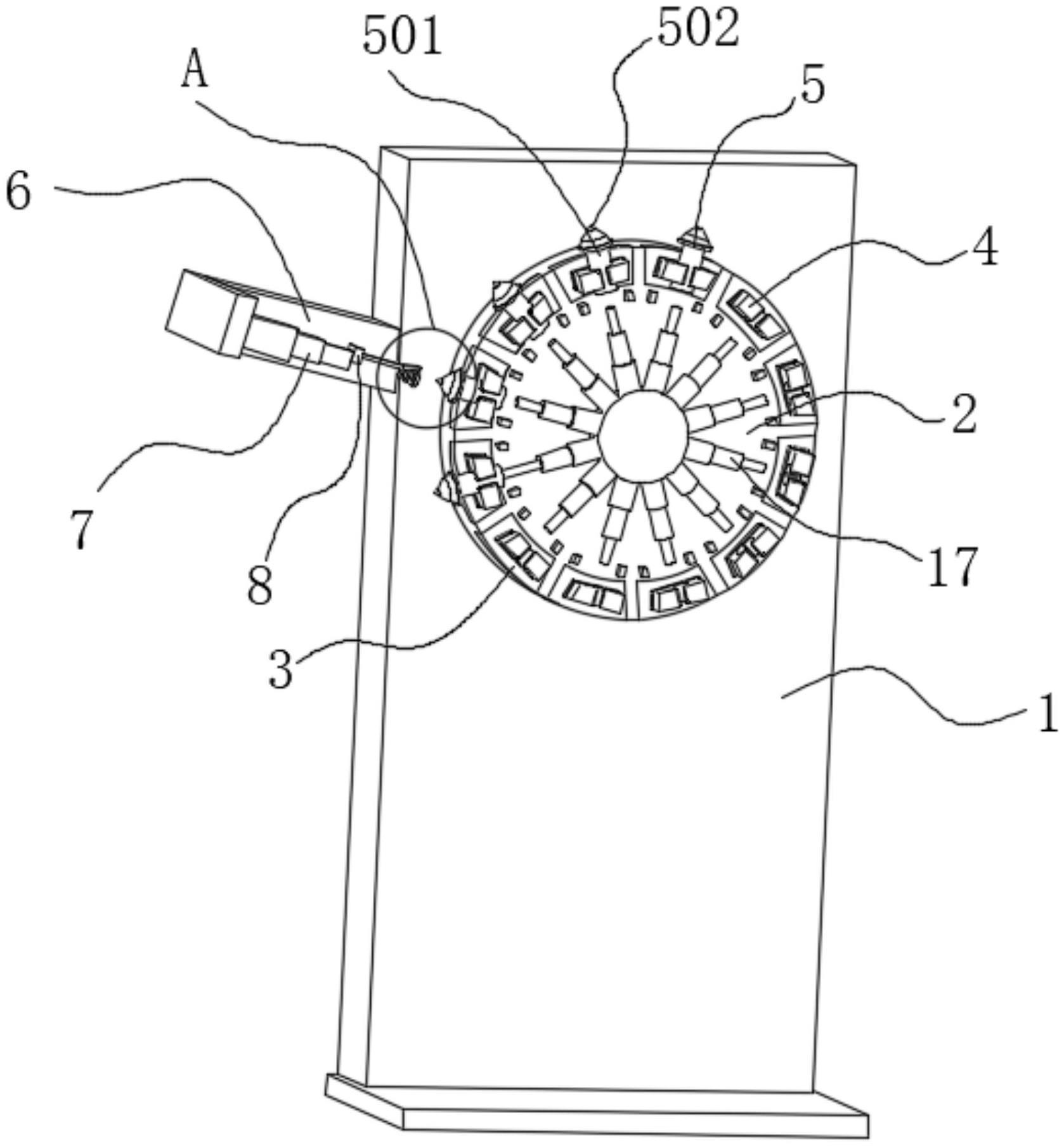
2、为实现上述目的,本实用新型提供如下技术方案:采煤机截齿中频感应加热焊接装置,包括支撑板,所述支撑板的表面活动安装有旋转盘,所述旋转盘的表面圆周阵列设置有安装块,所述安装块的表面设置有夹持块,所述夹持块的内部活动插接有工件本体,所述支撑板的左侧固定安装有支撑杆,所述支撑杆的内侧固定安装有电动伸缩杆,所述电动伸缩杆的右侧固定安装有变压器,所述变压器的右侧固定安装有支撑块,所述支撑块右侧的底部阵列安装有加热线圈。
3、上述技术方案中,优选的,所述旋转盘的表面圆周阵列开设有安装槽,所述安装块滑动安装在安装槽的内部,所述旋转盘的表面圆周阵列开设有活动槽,所述安装块的底部开设有固定卡槽,所述旋转盘表面的内侧开设有活动卡槽,所述活动卡槽和固定卡槽的内部活动安装有卡杆,所述卡杆的底部固定安装有顶簧,所述顶簧的底部与活动槽的底部固定连接。
4、上述技术方案中,优选的,所述工件本体包括有截齿柄和截齿头,所述截齿柄活动安装在夹持块的内部,所述截齿头活动插接在截齿柄的顶部。
5、上述技术方案中,优选的,所述的采煤机截齿中频感应加热焊接装置,所述加热线圈设置有三个,三个所述加热线圈的直径值自左向右依次增加。
6、上述技术方案中,优选的,所述夹持块包括有定位板、旋转夹块、放置槽和拉簧,所述定位板固定安装在安装块的顶部,所述旋转夹块对称活动铰接在定位板的表面,所述放置槽开设在旋转夹块的底部和定位板的顶部,所述拉簧的内部设置有放置槽,所述拉簧的上下两端与放置槽的上下两侧固定连接。
7、上述技术方案中,优选的,所述旋转盘的表面圆周阵列安装有电动伸缩顶杆,所述电动伸缩顶杆的数量和位置与夹持块的数量和位置相对应。
8、上述技术方案中,优选的,所述卡杆设置成l型,所述卡杆的外端活动插接在固定卡槽的内部,所述卡杆的内端贯穿活动卡槽的表面。
9、与现有技术相比,本实用新型的有益效果如下:
10、1、本实用新型通过夹持块、加热线圈和工件本体等结构的配合,从而在进行使用的时候,可以通过将工件本体快速安装在夹持块上,然后启动旋转盘,使得夹持块与加热线圈相对齐,接着将加热线圈套在工件本体的焊接端,然后启动变压器,从而使得加热线圈发热,使得工件本体的焊接处被焊接在一起,从而使得工作人员只需将工件本体进行简单的安装和取下,其余的过程则由设备根据预设的数据自行进行旋转焊接,从而方便进行使用,继而提高了工作效率。
11、2、本实用新型通过工件本体、卡杆和固定卡槽等结构的配合,从而当夹持块不能对需要加工的工件本体进行有效夹持的时候,只需按动卡杆伸出活动卡槽的一端,即可使得卡杆的后端远离安装块底部的固定卡槽中,从而使得安装块可以从安装槽中取出,从而方便更好夹持块,从而方便进行使用。
技术特征:
1.采煤机截齿中频感应加热焊接装置,包括支撑板(1),其特征在于:所述支撑板(1)的表面活动安装有旋转盘(2),所述旋转盘(2)的表面圆周阵列设置有安装块(3),所述安装块(3)的表面设置有夹持块(4),所述夹持块(4)的内部活动插接有工件本体(5),所述支撑板(1)的左侧固定安装有支撑杆(6),所述支撑杆(6)的内侧固定安装有电动伸缩杆(7),所述电动伸缩杆(7)的右侧固定安装有变压器(8),所述变压器(8)的右侧固定安装有支撑块(9),所述支撑块(9)右侧的底部阵列安装有加热线圈(10)。
2.根据权利要求1所述的采煤机截齿中频感应加热焊接装置,其特征在于:所述旋转盘(2)的表面圆周阵列开设有安装槽(11),所述安装块(3)滑动安装在安装槽(11)的内部,所述旋转盘(2)的表面圆周阵列开设有活动槽(12),所述安装块(3)的底部开设有固定卡槽(13),所述旋转盘(2)表面的内侧开设有活动卡槽(14),所述活动卡槽(14)和固定卡槽(13)的内部活动安装有卡杆(15),所述卡杆(15)的底部固定安装有顶簧(16),所述顶簧(16)的底部与活动槽(12)的底部固定连接。
3.根据权利要求1所述的采煤机截齿中频感应加热焊接装置,其特征在于:所述工件本体(5)包括有截齿柄(501)和截齿头(502),所述截齿柄(501)活动安装在夹持块(4)的内部,所述截齿头(502)活动插接在截齿柄(501)的顶部。
4.根据权利要求1所述的采煤机截齿中频感应加热焊接装置,其特征在于:所述加热线圈(10)设置有三个,三个所述加热线圈(10)的直径值自左向右依次增加。
5.根据权利要求1所述的采煤机截齿中频感应加热焊接装置,其特征在于:所述夹持块(4)包括有定位板(401)、旋转夹块(402)、放置槽(403)和拉簧(404),所述定位板(401)固定安装在安装块(3)的顶部,所述旋转夹块(402)对称活动铰接在定位板(401)的表面,所述放置槽(403)开设在旋转夹块(402)的底部和定位板(401)的顶部,所述拉簧(404)的内部设置有放置槽(403),所述拉簧(404)的上下两端与放置槽(403)的上下两侧固定连接。
6.根据权利要求1所述的采煤机截齿中频感应加热焊接装置,其特征在于:所述旋转盘(2)的表面圆周阵列安装有电动伸缩顶杆(17),所述电动伸缩顶杆(17)的数量和位置与夹持块(4)的数量和位置相对应。
7.根据权利要求2所述的采煤机截齿中频感应加热焊接装置,其特征在于:所述卡杆(15)设置成l型,所述卡杆(15)的外端活动插接在固定卡槽(13)的内部,所述卡杆(15)的内端贯穿活动卡槽(14)的表面。
技术总结
本技术属于截齿加热焊接技术领域,且公开了采煤机截齿中频感应加热焊接装置,包括支撑板,所述支撑板的表面活动安装有旋转盘,所述旋转盘的表面圆周阵列设置有安装块,所述安装块的表面设置有夹持块,所述夹持块的内部活动插接有工件本体,所述支撑板的左侧固定安装有支撑杆,所述支撑杆的内侧固定安装有电动伸缩杆。本技术通过夹持块、加热线圈和工件本体等结构的配合,然后启动变压器,从而使得加热线圈发热,使得工件本体的焊接处被焊接在一起,从而使得工作人员只需将工件本体进行简单的安装和取下,其余的过程则由设备根据预设的数据自行进行旋转焊接,从而方便进行使用,继而提高了工作效率。
技术研发人员:黄庆海,徐强,王广超,马立敏,李斌,孔庆华,马立博
受保护的技术使用者:山东阳谷天岳钻具有限公司
技术研发日:20230317
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!