一种电池芯壳加工系统的制作方法
本技术涉及汽车配件,具体为一种电池芯壳加工系统。
背景技术:
1、目前新能源汽车行业发展迅速,动力电池的产能提升和安全标准是总装量产和整车交付的关键前提,该关键前提中急需突破的核心内容是动力电池芯壳制造,铝材质芯壳制造技术直接决定了车型产品的产能和安全系数,目前在芯壳制造领域中,通常的加工方式是,每个工位相互独立,通常由一个或两个工人负责一个工位上工件的加工,多个工件在上一工位上加工完成后再转运至下一工位进行加工,存在诸如加工效率低、自动化程度低、质量稳定性差等技术问题。
技术实现思路
1、本实用新型结构合理,它解决了现有技术中电池芯壳加工效率低、自动化程度低及质量稳定性差的技术问题,具有结构合理、加工效率高且良品率高的技术效果。所采用的技术方案如下:
2、一种电池芯壳加工系统,包括机架、若干夹爪、驱动装置和控制器,所述机架上依次均匀设置有若干工位,所述工位上设有与控制器电性连接的传感器,所述传感器用于监测工件放置情况且可发送信号至控制器,若干所述夹爪设于工位上方且与工位一一对应,所述驱动装置设于机架上且与控制器电性连接,当所述传感器监测若干工位上有工件时,所述驱动装置可驱动若干夹爪同步动作以取放工位上的工件。
3、在上述技术方案的基础之上,所述驱动装置包括第一驱动单元和滑座,所述滑座设于若干工位上方且与机架滑动连接,所述第一驱动单元固设于机架上且可驱动滑座往复滑移,所述夹爪包括第二气缸,所述第二气缸的活塞杆与滑座固接,所述第二气缸与滑座上下可滑移地连接,所述第二气缸向下固接有托板,所述托板向下连接有若干吸盘,所述吸盘通过气路管道与气源连接以取放工件上的工位。
4、在上述技术方案的基础之上,若干所述吸盘沿托板轴向呈“z”形排列布置,以均匀吸附工件。
5、在上述技术方案的基础之上,所述滑座包括多个安装座,多个所述安装座通过连接板连接,所述安装座套设在机架的滑杆外且与滑杆滑动连接,且所述安装座与滑杆滑动连接处套设有直线轴承。
6、在上述技术方案的基础之上,若干所述工位包括依次设置的定位工位、定位整形工位、旋切工位、打磨工位和扩口工位,所述定位工位上设有若干气缸以定位工件,使具有良好的位置精度;所述定位整形工位上设有第一扩口模具,所述第一扩口模具用于对芯壳两端口进行扩口整形,且当第一扩口模具对芯壳两端口扩口整形时可轴向定位芯壳,以方便进行后续旋切加工;所述旋切工位上设有旋切模具,所述旋切模具可对芯壳轴向两端口进行旋切处理;所述打磨工位上设有打磨组件,所述打磨组件用于对旋切后的芯壳两端口进行打磨去毛刺;所述扩口工位上设有第二扩口模具,所述第二扩口模具用于对打磨后的芯壳两端口进行扩口整形。
7、在上述技术方案的基础之上,还包括打码工位,所述打码工位上设有可在芯壳上打码的打码机,所述打码机对由第二扩口模具扩口整形后的工件进行打码;所述定位工位上若干气缸在芯壳宽度方向上定位芯壳。
8、在上述技术方案的基础之上,还包括传送带,所述传送带设于若干工位的前方,用于运输工件。
9、在上述技术方案的基础之上,所述机架向下连接有高度可调的地脚。
10、有益效果
11、本实用新型结构合理,机架上依次设置有多个加工工位,多个夹爪与多个加工工位一一对应,多个夹爪同步动作,如此在批量生产时可同时取放多个工件,极大地提高了加工效率,同时还简化了结构,多个夹爪同步动作由一个驱动单元驱动,大大降低了生产制造成本。此外,多个工位包括依次设置的定位工位、定位整形工位、旋切工位、打磨工位、扩口工位和打码工位,且每个工位上都设有传感器,如此可自动地完成芯壳焊接成型后的处理工艺,生产效率高、成品率高,有利于节约企业用工成本。
技术特征:
1.一种电池芯壳加工系统,其特征在于,包括机架(1)、若干夹爪(2)、驱动装置和控制器,所述机架(1)上依次均匀设置有若干工位,所述工位上设有与控制器电性连接的传感器,所述传感器用于监测工件放置情况且可发送信号至控制器,若干所述夹爪(2)设于工位上方且与工位一一对应,所述驱动装置设于机架(1)上且与控制器电性连接,当所述传感器监测若干工位上有工件时,所述驱动装置可驱动若干夹爪(2)同步动作以取放工位上的工件。
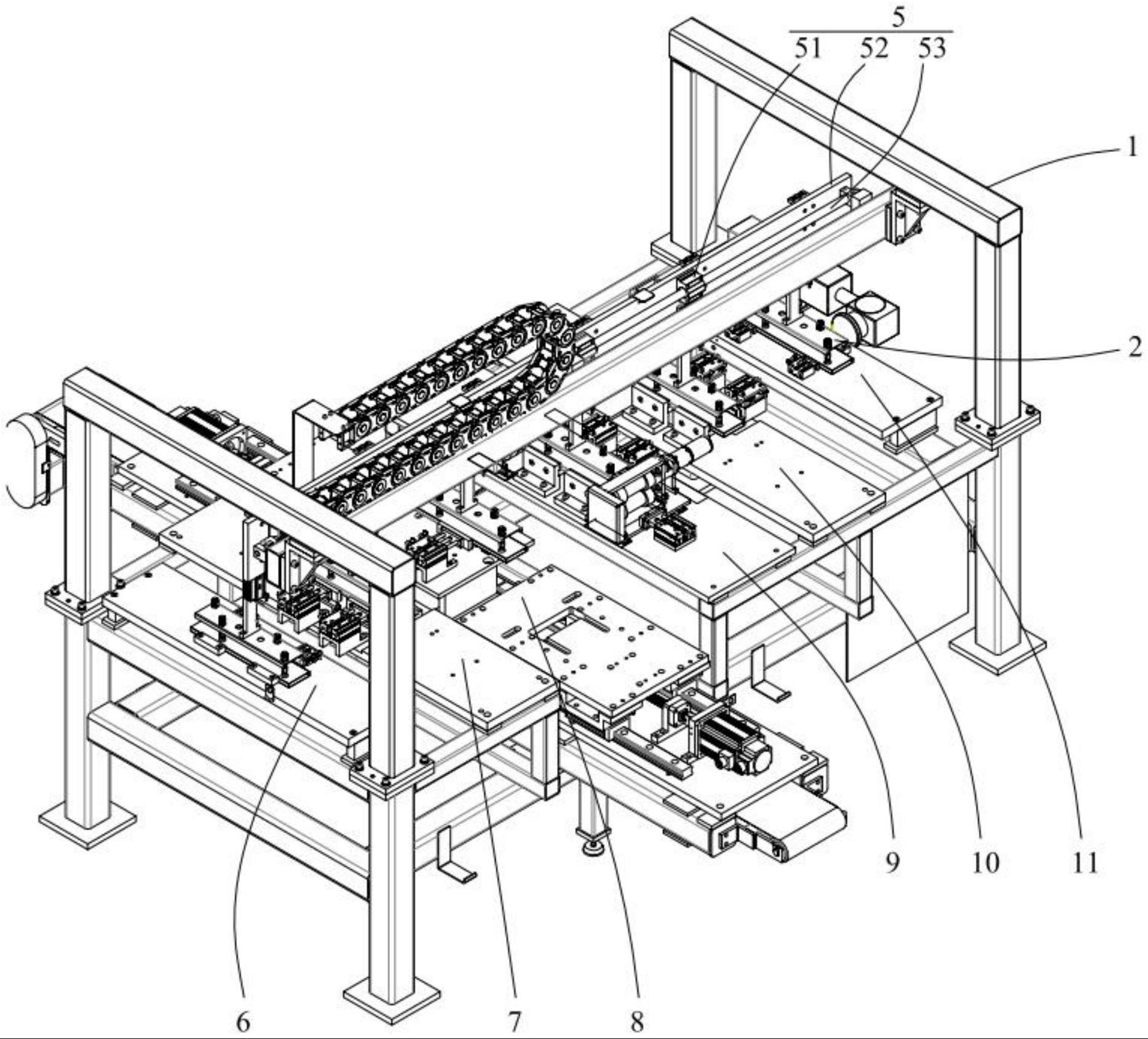
2.根据权利要求1所述的电池芯壳加工系统,其特征在于,所述驱动装置包括第一驱动单元(4)和滑座(5),所述滑座(5)设于若干工位上方且与机架(1)滑动连接,所述第一驱动单元(4)固设于机架(1)上且可驱动滑座(5)往复滑移,所述夹爪(2)包括第二气缸(21),所述第二气缸(21)的活塞杆与滑座(5)固接,所述第二气缸(21)与滑座(5)上下可滑移地连接,所述第二气缸(21)向下固接有托板(22),所述托板(22)向下连接有若干吸盘(23),所述吸盘(23)通过气路管道与气源连接以取放工件上的工位。
3.根据权利要求2所述的电池芯壳加工系统,其特征在于,若干所述吸盘(23)沿托板轴向呈“z”形排列布置,以均匀吸附工件。
4.根据权利要求2所述的电池芯壳加工系统,其特征在于,所述滑座(5)包括多个安装座(51),多个所述安装座(51)通过连接板(52)连接,所述安装座(51)套设在机架(1)的滑杆(53)外且与滑杆(53)滑动连接,且所述安装座(51)与滑杆(53)滑动连接处套设有直线轴承。
5.根据权利要求1~4中任一所述的电池芯壳加工系统,其特征在于,若干所述工位包括依次设置的定位工位(6)、定位整形工位(7)、旋切工位(8)、打磨工位(9)和扩口工位(10),所述定位工位(6)上设有若干气缸以定位工件;所述定位整形工位(7)上设有第一扩口模具,所述第一扩口模具用于对芯壳两端口进行扩口整形,且当第一扩口模具对芯壳两端口扩口整形时可轴向定位芯壳,以方便进行后续旋切加工;所述旋切工位(8)上设有旋切模具,所述旋切模具可对芯壳轴向两端口进行旋切处理;所述打磨工位(9)上设有打磨组件,所述打磨组件用于对旋切后的芯壳两端口进行打磨去毛刺;所述扩口工位(10)上设有第二扩口模具,所述第二扩口模具用于对打磨后的芯壳两端口的轻微变形进行扩口整形。
6.根据权利要求5所述的电池芯壳加工系统,其特征在于,还包括打码工位(11),所述打码工位(11)上设有可在芯壳上打码的打码机,所述打码机对由第二扩口模具扩口整形后的工件进行打码;所述定位工位(6)上若干气缸在芯壳宽度方向上定位芯壳。
7.根据权利要求6所述的电池芯壳加工系统,其特征在于,还包括传送带,所述传送带设于若干工位的前方,用于运输工件。
8.根据权利要求6或7所述的电池芯壳加工系统,其特征在于,所述机架向下连接有高度可调的地脚。
技术总结
本技术公开了一种电池芯壳加工系统,包括机架、若干夹爪、驱动装置和控制器,所述机架上依次均匀设置有若干工位,所述工位上设有与控制器电性连接的传感器,所述传感器用于监测工件放置情况且可发送信号至控制器,若干所述夹爪设于工位上方且与工位一一对应,所述驱动装置设于机架上且与控制器电性连接,当所述传感器监测若干工位上有工件时,所述驱动装置可驱动若干夹爪同步动作以取放工位上的工件。本技术结构合理、加工效率高且良品率高。
技术研发人员:张波
受保护的技术使用者:山东初晨新能源装备有限公司
技术研发日:20230320
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!