一种带钢切边辅助装置的制作方法
本申请涉及冷轧板带轧制技,尤其涉及一种带钢切边辅助装置。
背景技术:
1、在镀锌板切边过程中,切边剪压环提供切边剪刃驱动力,压环对带钢有一定的挤压,利用压环与带钢之间的摩擦产生驱动力驱动刀头旋转。压环对带钢的挤压力过大或不足,会在生产部分规格,主要是镀锌汽车外板表面产生纵向的连续色差或擦伤缺陷。因此,消除汽车外板切边时产生的压印的缺陷是迫切需要解决的问题。
技术实现思路
1、本申请的目的在于提供一种带钢切边辅助装置,以在一定程度上解决越带钢切边时产生的压印的技术问题。
2、为解决上述技术问题,本申请采用如下技术方案:
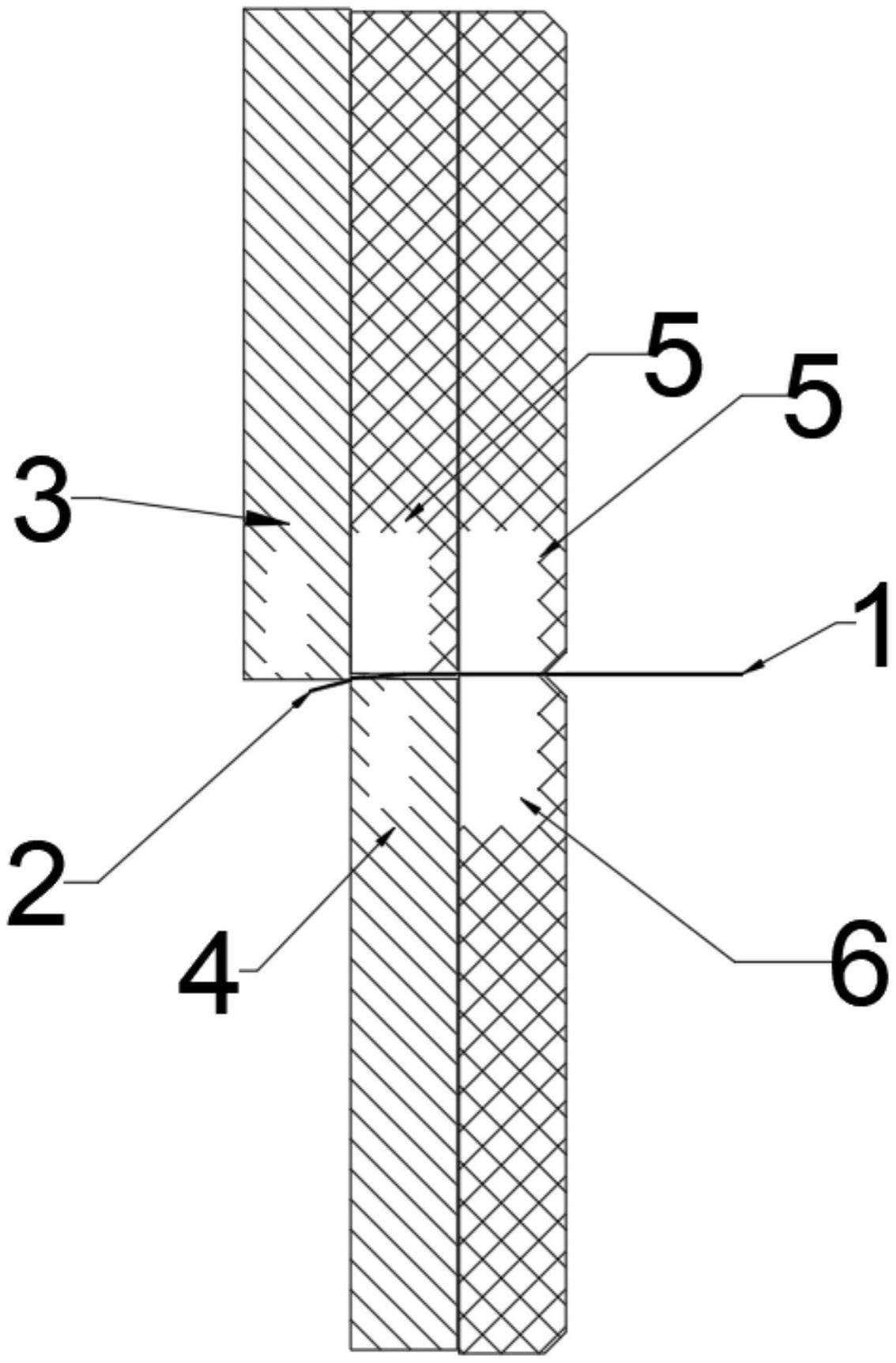
3、本申请实施例的第一方面提供了一种带钢切边辅助装置,包括:上压组件,所述上压组件设置于上剪刃远离带钢废边的一侧;下压组件,所述下压组件设置于下剪刃远离带钢废边的一侧。
4、在一些实施例中,所述上压组件包括2个上压环,通过2个上压环压紧带钢上端面。
5、在一些实施例中,所述上压环的直径为310mm~315mm。
6、在一些实施例中,所述上压环由聚氨酯制成。
7、在一些实施例中,所述上压环外侧设有10mm的倒角。
8、在一些实施例中,所述上压组件包括下压环,通过下压环压紧带钢下端面。
9、在一些实施例中,所述下压环的直径为313mm~318mm。
10、在一些实施例中,所述下压环由聚氨酯制成。
11、在一些实施例中,所述下压环外侧设有10mm的倒角。
12、在一些实施例中,所述下压环由肖氏硬度为80度的聚氨酯制成。
13、由上述技术方案可知,本申请至少具有如下优点和积极效果:
14、本申请中的一种带钢切边辅助装置,通过设置上压组件和下压组件,给带钢一定压力,从而给刀头旋转提供足够的挤压摩擦驱动力,又能避免挤压过大,造成压印缺陷,本方案解决在满足各种不同带钢厚度。
技术特征:
1.一种带钢切边辅助装置,其特征在于,包括:
2.根据权利要求1所述的一种带钢切边辅助装置,其特征在于,所述上压组件包括2个上压环,通过2个上压环压紧带钢上端面。
3.根据权利要求2所述的一种带钢切边辅助装置,其特征在于,所述上压环的直径为310mm~315mm。
4.根据权利要求2所述的一种带钢切边辅助装置,其特征在于,所述上压环由聚氨酯制成。
5.根据权利要求4所述的一种带钢切边辅助装置,其特征在于,所述上压环外侧设有10mm的倒角。
6.根据权利要求2所述的一种带钢切边辅助装置,其特征在于,所述上压组件包括下压环,通过下压环压紧带钢下端面。
7.根据权利要求6所述的一种带钢切边辅助装置,其特征在于,所述下压环的直径为313mm~318mm。
8.根据权利要求6所述的一种带钢切边辅助装置,其特征在于,所述下压环由聚氨酯制成。
9.根据权利要求6所述的一种带钢切边辅助装置,其特征在于,所述下压环外侧设有10mm的倒角。
10.根据权利要求8所述的一种带钢切边辅助装置,其特征在于,所述下压环由肖氏硬度为80度的聚氨酯制成。
技术总结
本申请实施例公开了一种带钢切边辅助装置,涉及冷轧板带轧制技技术领域,包括:上压组件,所述上压组件设置于上剪刃远离带钢废边的一侧;下压组件,所述下压组件设置于下剪刃远离带钢废边的一侧。通过设置上压组件和下压组件,给带钢一定压力,从而给刀头旋转提供足够的挤压摩擦驱动力,又能避免挤压过大,造成压印缺陷,本方案解决在满足各种不同带钢厚度。
技术研发人员:王小辉,常井堂,马永伟,刘爱春,杨顺凯
受保护的技术使用者:北京首钢冷轧薄板有限公司
技术研发日:20230322
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!