一种快速定位找正交点的装置的制作方法
本技术属于航空工艺装备,涉及一种通过定位精加工夹角板的孔的装置,具体涉及一种快速定位找正交点的装置。
背景技术:
1、在航空制造行业,飞机零件的制造离不开高精度夹具,飞机零件的装配及部件对接离不开高精度桁架,在高精度夹具及桁架设计制造中,l形角度定位座类零件(见图1)是一种常用的精密连接件。在加工l形角度定位座类零件时,加工难点在于其上的精制定位孔。如图1所示:面a与面b夹角是α;面a上有精制定位孔a(以下简称:孔a),面b上有精制定位孔b(以下简称:孔b)和螺纹过孔。孔a和孔b有如下特征:①.均是法向孔;②.加工精度高,公差等级在h7及以上;③.孔a和孔b间存在精密的空间位置关系。
2、如图2所示:因面a与面b的交线无法作为加工基准,尺寸b为不可直接加工尺寸,传统加工方法是工艺孔加工法。孔a和孔b加工原理相同,下面以加工孔a为例,简要介绍工艺孔加工法。
3、工艺孔加工法原理:在面d(或面c)上增制工艺孔,利用工艺球将交点a转换成工艺球球心b,即是将不可直接加工尺寸b转换成可直接加工尺寸e、f、g,将尺寸c转换成尺寸d,从而完成对孔a的加工。
4、工艺孔加工法缺点:①.因l形角度定位座类零件上α角、孔a和孔b相对位置关系各不相同,每种零件加工前都需要工艺人员在数模上增制工艺孔并晒发工艺加工草图,增大工艺员劳动强度,延长零件加工周期;②.增制工艺孔造成转换尺寸过多,且加工时需要旋转工作台配合进行多次拉直找正,累计加工误差加大,降低零件互换性;③.零件用基准面来进行定位拉直,定位精度没有点线定位精度高,降低零件质量;④每个零件加工都需进行增制工艺孔、多次拉直找正工作,增大工人劳动强度,降低生产效率。上述缺点在在批量生产时更为突出。
技术实现思路
1、为了解决上述问题,本实用新型提供了一种快速定位找正交点的装置,降低工艺及操作人员劳动强度、缩短零件加工时间、提高生产效率,提升零件质量,提高零件互换性。
2、本实用新型的技术方案如下:
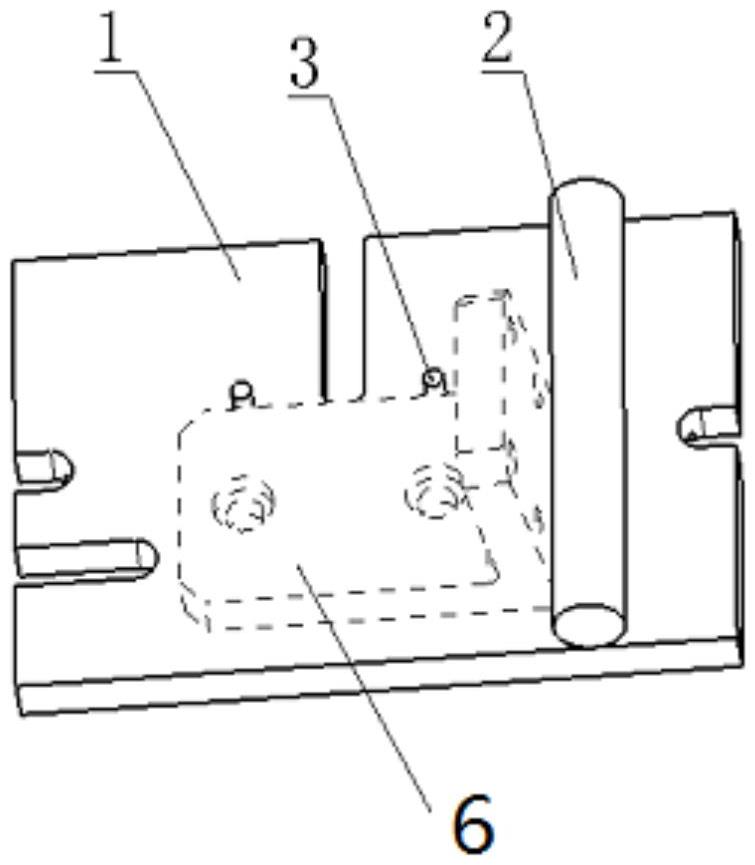
3、一种快速定位找正交点的装置,包括固定底座、定位轴和定位圆柱销,固定底座上表面为精加工平面,固定底座的上表面横向插设有至少两个定位圆柱销对l形角度定位座类零件的侧面进行定位,固定底座的上表面纵向设有定位轴对l形角度定位座类零件的夹角外侧面进行定位。
4、进一步的,固定底座底部设有定位键组件,固定底座通过定位键组件与工作台连接。
5、进一步的,固定底座底部设有槽a,槽a和定位键组件中的定位键为小间隙配合。
6、进一步的,固定底座的槽a两端设有通槽b,固定底座通过通槽b配合t型螺栓压紧在工作台上。
7、进一步的,固定底座设有纵向的u形通槽c和横向u形通槽d,l形角度定位座类零件通过u形通槽c和横向u形通槽d分别配合t型螺栓固定在固定底座上。
8、进一步的,固定底座上设有上下贯通的至少一个落料孔e。
9、本实用新型的有益效果如下:
10、1、本实用新型针对l形角度定位座类零件加工时,适用于在三轴镗床上加工l形角度座类零件,加工前不需要工艺人员转换工艺草图,减轻工艺人员劳动强度。
11、2、转换尺寸和原尺寸数量相同,加工时不需要旋转工作台配合;零件与固定底座的贴合面、零件与定位轴的切线、零件与定位圆柱销的切线三个基准一次找正后可重复使用,实现零件快速定位找正。
12、3、减轻工人劳动强度,缩短零件加工时间。
13、4、两处加工基准为点线定位,定位精度更高,提高加工质量及零件互换性。
14、5、不再需要制工艺孔,该装置特别适用于零件的批量加工,提高生产效率。
15、6、必要时该装置还可作为检测装置使用。
技术特征:
1.一种快速定位找正交点的装置,其特征在于,包括固定底座(1)、定位轴(2)和定位圆柱销(3),固定底座(1)上表面为精加工平面,固定底座(1)的上表面横向插设有至少两个定位圆柱销(3)对l形角度定位座类零件(6)的侧面进行定位,固定底座(1)的上表面纵向设有定位轴(2)对l形角度定位座类零件(6)的夹角外侧面进行定位。
2.根据权利要求1所述的一种快速定位找正交点的装置,其特征在于,固定底座(1)底部设有定位键组件(5),固定底座(1)通过定位键组件(5)与工作台连接。
3.根据权利要求2所述的一种快速定位找正交点的装置,其特征在于,固定底座(1)底部设有槽a(2-1),槽a(2-1)和定位键组件(5)中的定位键为小间隙配合。
4.根据权利要求3所述的一种快速定位找正交点的装置,其特征在于,固定底座(1)的槽a(2-1)两端设有通槽b(2-2),固定底座(1)通过通槽b(2-2)配合t型螺栓压紧在工作台上。
5.根据权利要求1所述的一种快速定位找正交点的装置,其特征在于,固定底座(1)设有纵向的u形通槽c(2-3)和横向u形通槽d(2-4),l形角度定位座类零件(6)通过u形通槽c(2-3)和横向u形通槽d(2-4)分别配合t型螺栓固定在固定底座(1)上。
6.根据权利要求1所述的一种快速定位找正交点的装置,其特征在于,固定底座(1)上设有上下贯通的至少一个落料孔e(1-5)。
技术总结
本技术属于航空工艺装备技术领域,公开了一种快速定位找正交点的装置,包括固定底座、定位轴和定位圆柱销,固定底座上表面为精加工平面,固定底座的上表面横向插设有至少两个定位圆柱销对L形角度定位座类零件的侧面进行定位,固定底座的上表面纵向设有定位轴对L形角度定位座类零件的夹角外侧面进行定位。本技术针对三轴镗床加工L形角度定位座类零件,加工前不需要工艺人员转换工艺草图,减轻工艺人员劳动强度;转换尺寸和原尺寸数量相同,加工时不需要旋转工作台配合;零件与固定底座的贴合面、零件与定位轴的切线、零件与定位圆柱销的切线三个基准一次找正后可重复使用,实现零件快速定位找正。
技术研发人员:朱志伟,郑小东,田策,杜玉伟,潘伟琳
受保护的技术使用者:陕西飞机工业有限责任公司
技术研发日:20230322
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!