一种端面齿轮夹具的制作方法
本技术涉及机床附件,尤其是涉及一种端面齿轮夹具。
背景技术:
1、齿轮在机械传动领域中应用极为广泛,常用的齿轮主要有直齿轮、斜齿轮、伞齿轮和端面齿轮等。其中端面齿轮是一种和直齿轮或斜齿轮成90度轴交角配合的齿轮。端面齿轮主要应用于直升飞机、鱼线轮、钟表、自行车等行业。现有技术中,在加工之前,对端面齿轮工件或坯件进行固定时,基本上是利用三爪卡盘进行夹紧。但是,由于端面齿轮的轴向长度一般都比较短,所以不利于三爪卡盘的夹紧,导致三爪卡盘对端面齿轮的夹紧难以达到足够稳固的程度,进而导致加工效率和精度都较低。
技术实现思路
1、为了解决现有技术存在的技术问题,本实用新型提供一种端面齿轮夹具,能有效提升对端面齿轮的夹紧程度,对端面齿轮的夹持更加稳固,从而有利于提升对端面齿轮的加工效率和加工精度。
2、本实用新型通过以下技术方案来实现上述目的。
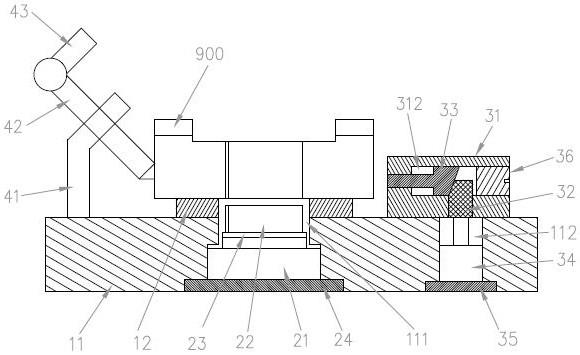
3、一种端面齿轮夹具,包括用于水平放置端面齿轮的固定座,固定座上设有开口朝上的第一安装孔,第一安装孔中设置有内圆定位机构,内圆定位机构包括竖直安装在第一安装孔中的第一液压缸,第一液压缸的活塞杆上连接有定位轴,定位轴用于从下方配合插入端面齿轮的中心孔以对端面齿轮径向定位,定位轴上设有径向的凸起部分,凸起部分用于配合插入端面齿轮的键槽以对端面齿轮周向定位,固定座上设有绕着定位轴的轴心均匀布置的用于径向向内夹紧端面齿轮的外圆夹紧组件,外圆夹紧组件的数量至少为三套。
4、本实用新型的夹具所夹持的对象包括端面齿轮工件、坯件、半成品或成品,所以方案中所记载的端面齿轮可以是端面齿轮工件、坯件、半成品或成品。本方案中的外圆夹紧组件可以采用现有技术中卡盘的卡爪的结构形式,也可以采用其他结构形式。本方案在使用时,将端面齿轮放置在固定座上,利用第一液压缸带动定位轴向上移动插入端面齿轮的中心孔,通过定位轴及其上的凸起部分对端面齿轮进行定位,可以有效防止端面齿轮发生转动,然后利用外圆夹紧组件沿着端面齿轮的径向向内夹紧端面齿轮,防止加工过程中工件出现位移或振动。
5、作为进一步改进的结构形式,上述的固定座上设有开口朝上的第二安装孔,第二安装孔的数量和外圆夹紧组件的数量相同;每套外圆夹紧组件包括:
6、滑座,固定在固定座上,滑座上设有相互连通的竖向滑道和横向滑道;竖向滑道和第二安装孔连通;横向滑道的走向沿着定位轴的径向,横向滑道上靠近定位轴的一端为开口;
7、升降楔块,滑动配合在竖向滑道中;
8、横移楔块,滑动配合在横向滑道中;
9、第二液压缸,竖直安装在第二安装孔中,每个第二安装孔中布置一个第二液压缸;
10、其中,升降楔块的下端连接在第二液压缸的活塞杆上;横移楔块的一端为抵接端,抵接端用于伸出横向滑道的开口后抵接端面齿轮,横移楔块的另一端为斜面端,斜面端用于和升降楔块的上端斜面配合。该结构形式利用液压缸驱动楔块,提高夹具的自动化程度,夹紧的作用力足够大且稳定。
11、作为进一步改进的结构形式,上述的横移楔块包括横向固定在一起的顶杆段和后座段,横向滑道包括相互连通的第一横向滑道和第二横向滑道,第二横向滑道的断面外沿超过第一横向滑道的断面外沿;横移楔块的抵接端位于顶杆段上,横移楔块的斜面端位于后座段上;后座段的截面和第二横向滑道的断面匹配,且后座段和第二横向滑道滑动配合,顶杆段在第一横向滑道中自由滑动。
12、作为进一步改进的结构形式,上述的横移楔块的抵接端的端部为与端面齿轮外周面相匹配的弧形面。
13、作为进一步改进的结构形式,上述的端面齿轮夹具还包括用于压紧端面齿轮的外圆压紧组件,外圆压紧组件的数量和外圆夹紧组件的数量相同,外圆压紧组件和外圆夹紧组件相互交替布置,所有外圆压紧组件绕着定位轴的轴心均匀布置;外圆压紧组件包括:
14、支撑架,固定连接在固定座上;
15、压紧杆,螺纹连接在支撑架上,压紧杆为倾斜设置,压紧杆的一端为控制端,控制端设有旋柄,压紧杆的另一端为用于抵接端面齿轮外周面的压紧端,压紧端斜向下,压紧端的头部呈圆锥状,压紧端的头部和端面齿轮的外周面抵接时形成线接触。该结构形式中的压紧杆倾斜设置,在使用时压紧端的头部和端面齿轮的外周面形成线接触,因此压紧杆对端面齿轮既有径向压力,又有竖向的摩擦力。其中径向压力对端面齿轮起到进一步夹紧的作用,竖向的摩擦力则可以起到压紧作用,使端面齿轮始终压紧在固定座上,有效防止端面齿轮产生震动。另外,定位轴是从内部对端面齿轮进行定位,压紧杆和横移楔块则是从侧面对端面齿轮进行夹紧,这样可以使端面齿轮的上端及部分外周面空出,从而给刀具等留出更多的加工走位空间。
16、作为进一步改进的结构形式,上述的外圆压紧组件和外圆夹紧组件的数量均为三套或四套。
17、作为进一步改进的结构形式,上述的固定座上的第一安装孔为通孔,第一安装孔的下端开口处设有沉孔;内圆定位机构还包括第一连接板,第一连接板连接在固定座上且布置在沉孔内,第一液压缸固定连接在第一连接板上。
18、与现有技术相比,本实用新型的有益效果是:利用内圆定位机构和外圆夹紧组件从不同方向对端面齿轮定位和夹紧,能有效提升对端面齿轮的夹紧程度,对端面齿轮的夹持更加稳固,从而有利于提升端面齿轮的加工效率和精度,有助于保证端面齿轮的后续加工质量。外圆夹紧组件对端面齿轮既起到进一步夹紧作用,又可以使端面齿轮始终压紧在固定座上,有效防止端面齿轮产生震动。另外可以有效扩大加工刀具等的工作空间。
技术特征:
1.一种端面齿轮夹具,其特征在于,包括用于水平放置端面齿轮的固定座(11),固定座(11)上设有开口朝上的第一安装孔(111),第一安装孔(111)中设置有内圆定位机构,内圆定位机构包括竖直安装在第一安装孔(111)中的第一液压缸(21),第一液压缸(21)的活塞杆上连接有定位轴(22),定位轴(22)用于从下方配合插入端面齿轮的中心孔以对端面齿轮径向定位,定位轴(22)上设有径向的凸起部分,凸起部分用于配合插入端面齿轮的键槽以对端面齿轮周向定位,固定座(11)上设有绕着定位轴(22)的轴心均匀布置的用于径向向内夹紧端面齿轮的外圆夹紧组件,外圆夹紧组件的数量至少为三套。
2.根据权利要求1所述的端面齿轮夹具,其特征在于,所述的固定座(11)上设有开口朝上的第二安装孔(112),第二安装孔(112)的数量和外圆夹紧组件的数量相同;每套外圆夹紧组件包括:
3.根据权利要求2所述的端面齿轮夹具,其特征在于,所述的横移楔块(33)包括横向固定在一起的顶杆段(331)和后座段(332),横向滑道(312)包括相互连通的第一横向滑道(313)和第二横向滑道(314),第二横向滑道(314)的断面外沿超过第一横向滑道(313)的断面外沿;横移楔块(33)的抵接端位于顶杆段(331)上,横移楔块(33)的斜面端位于后座段(332)上;后座段(332)的截面和第二横向滑道(314)的断面匹配,且后座段(332)和第二横向滑道(314)滑动配合,顶杆段(331)在第一横向滑道(313)中自由滑动。
4.根据权利要求2所述的端面齿轮夹具,其特征在于,所述的横移楔块(33)的抵接端的端部为与端面齿轮外周面相匹配的弧形面(333)。
5.根据权利要求1所述的端面齿轮夹具,其特征在于,还包括用于压紧端面齿轮的外圆压紧组件,外圆压紧组件的数量和外圆夹紧组件的数量相同,外圆压紧组件和外圆夹紧组件相互交替布置,所有外圆压紧组件绕着定位轴(22)的轴心均匀布置;外圆压紧组件包括:
6.根据权利要求5所述的端面齿轮夹具,其特征在于,所述的外圆压紧组件和外圆夹紧组件的数量均为三套或四套。
7.根据权利要求1所述的端面齿轮夹具,其特征在于,所述的固定座(11)上的第一安装孔(111)为通孔,第一安装孔(111)的下端开口处设有沉孔;内圆定位机构还包括第一连接板(24),第一连接板(24)连接在固定座(11)上且布置在沉孔内,第一液压缸(21)固定连接在第一连接板(24)上。
技术总结
本技术涉及机床附件技术领域,公开了一种端面齿轮夹具,包括用于水平放置端面齿轮的固定座,固定座上设有开口朝上的第一安装孔,第一安装孔中设置有内圆定位机构,内圆定位机构包括竖直安装在第一安装孔中的第一液压缸,第一液压缸的活塞杆上连接有定位轴,定位轴用于从下方配合插入端面齿轮的中心孔以对端面齿轮径向定位,定位轴上设有径向的凸起部分,凸起部分用于配合插入端面齿轮的键槽以对端面齿轮周向定位,固定座上设有绕着定位轴的轴心均匀布置的用于径向向内夹紧端面齿轮的外圆夹紧组件,外圆夹紧组件的数量至少为三套。本技术对端面齿轮的夹持更加稳固,有利于提升对端面齿轮的加工效率和精度。
技术研发人员:阮文浩,张浩,康少博,陆军,许建忠,邢鹤琛,许俊伟
受保护的技术使用者:郑州机械研究所有限公司
技术研发日:20230322
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!