一种刀头及刀具装置的制作方法
本技术涉及机加工刀具,特别涉及一种刀头及刀具装置。
背景技术:
1、在机加工过程中,需要将刀具安装在机床上,用以对工件执行减材加工。具体的,刀具的端部装载有刀头,刀头上具有刃部,利用刃部与工件相接触,并使工件与刃部相对运动而实现工件的减材加工。一般的,刀头上只具有一个刃部,在刃部发生磨损时只能将刀头予以更换(例如,一些刀头的表面具有涂层,这类的刀具无法通过磨刀的方式重新获得锋利的刃部)。如此,使得刀头的使用寿命较短,需要频繁更换新的刀头,增加了机加工的成本。
技术实现思路
1、本实用新型的目的在于提供一种刀头,能够解决使用寿命较短,需要频繁更换的问题。
2、本实用新型还提供具有上述刀头的刀具装置。
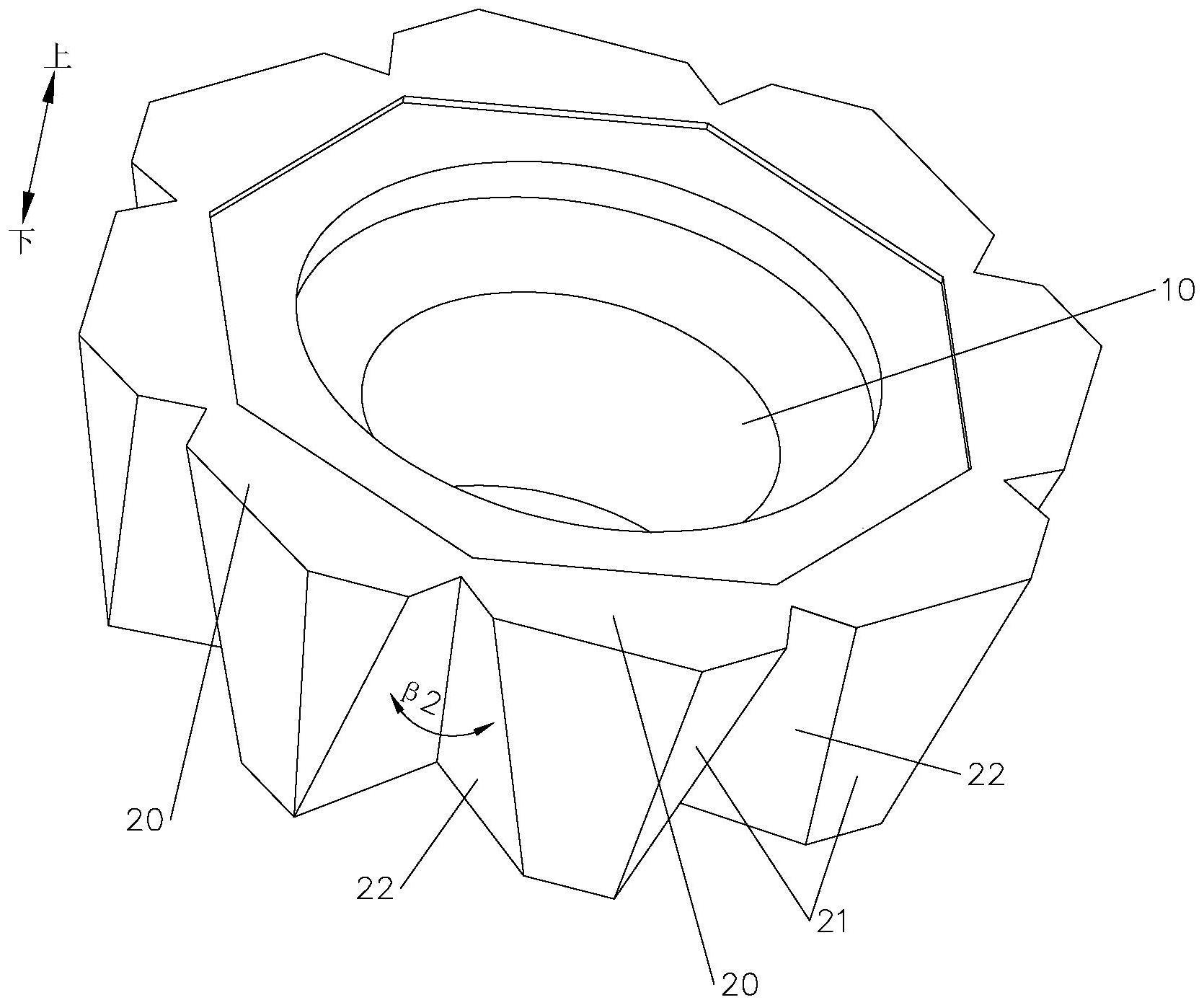
3、根据本实用新型的第一方面,提供一种刀头,其包括:筒体;加工体,设置为五个以上并绕所述筒体的外侧分布,所述加工体的内侧与筒体固接,所述加工体的外侧具有朝向斜下方并呈上宽下窄的基面,各所述加工体的基面依次排列并连接,并使任意相邻的两基面之间具有夹角;其中,所述基面上开设有凹槽,所述凹槽呈三棱锥台状并延伸连接加工体的顶面和底面,所述凹槽的其中两个棱线位于基面上,所述凹槽的顶缘两棱线之间的夹角为40°至80°。
4、根据所述的一种刀头,所述基面与加工体的底面之间的夹角为105°至135°。
5、根据所述的一种刀头,所述凹槽的一侧壁与水平面之间的夹角为60°至75°。
6、根据所述的一种刀头,所述凹槽的另一侧壁与水平面之间的夹角为60°至75°。
7、根据所述的一种刀头,所述加工体设置为6个以上。
8、根据所述的一种刀头,所述加工体与筒体为一体成型结构。
9、根据所述的一种刀头,各所述筒体的一侧均具有卡槽,另一侧均具有适配卡槽的卡装部,各所述筒体的内侧围成一通孔,所述筒体插装于通孔内。
10、根据所述的一种刀头,所述筒体的底部外侧具有凸边,所述加工体具有位于凸边顶部的限位面。
11、根据本实用新型的第二方面,提供刀具装置,其包括刀座、螺钉以及如上所述的刀头,其中,所述刀座的端部具有支承座和限位部,所述支承座的顶面开设有螺纹孔,所述限位部设置为两个并均位于支承座的顶面的侧方,两所述限位部的侧面分别抵接一加工体的基面,所述螺钉穿设于筒体并插装入螺纹孔内,且所述螺钉的头部压设于加工体的顶部。
12、上述方案具有如下至少一个有益效果:如上述结构,凹槽的顶缘两棱线作为第一刃部所在的位置,利用第一刃部对工件进行减材加工,且加工体设置为多个,使得刀头具有多个第一刃部,通过切换第一刃部来对工件进行减材加工,使得刀头可具有更长的使用时间,延长了刀头的使用寿命,不需要频繁更换新的刀头,降低了机加工的成本。
13、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种刀头,其特征在于,包括:
2.根据权利要求1所述的一种刀头,其特征在于,所述基面与加工体的底面之间的夹角为105°至135°。
3.根据权利要求2所述的一种刀头,其特征在于,所述凹槽的一侧壁与水平面之间的夹角为60°至75°。
4.根据权利要求3所述的一种刀头,其特征在于,所述凹槽的另一侧壁与水平面之间的夹角为60°至75°。
5.根据权利要求1至4中任一项所述的一种刀头,其特征在于,所述加工体设置为6个以上。
6.根据权利要求1至4中任一项所述的一种刀头,其特征在于,所述加工体与筒体为一体成型结构。
7.根据权利要求1至4中任一项所述的一种刀头,其特征在于,各所述筒体的一侧均具有卡槽,另一侧均具有适配卡槽的卡装部,各所述筒体的内侧围成一通孔,所述筒体插装于通孔内。
8.根据权利要求7所述的一种刀头,其特征在于,所述筒体的底部外侧具有凸边,所述加工体具有位于凸边顶部的限位面。
9.刀具装置,其特征在于,包括刀座、螺钉以及如权利要求1至8中任一项所述的刀头,其中,所述刀座的端部具有支承座和限位部,所述支承座的顶面开设有螺纹孔,所述限位部设置为两个并均位于支承座的顶面的侧方,两所述限位部的侧面分别抵接一加工体的基面,所述螺钉穿设于筒体并插装入螺纹孔内,且所述螺钉的头部压设于加工体的顶部。
技术总结
本技术公开了一种刀头,其包括:筒体;加工体,设置为五个以上并绕筒体的外侧分布,加工体的内侧与筒体固接,加工体的外侧具有朝向斜下方并呈上宽下窄的基面,各加工体的基面依次排列并连接,并使任意相邻的两基面之间具有夹角;其中,基面上开设有凹槽,凹槽呈三棱锥台状并延伸连接加工体的顶面和底面,凹槽的其中两个棱线位于基面上,凹槽的顶缘两棱线之间的夹角为40°至80°。如上述结构,凹槽的顶缘两棱线作为第一刃部所在的位置,利用第一刃部对工件进行减材加工,且加工体设置为多个,使得刀头具有多个第一刃部,通过切换第一刃部来对工件进行减材加工,使得刀头可具有更长的使用时间,延长了刀头的使用寿命。
技术研发人员:幸志成,幸楚皓
受保护的技术使用者:重庆新诚皓机电有限公司
技术研发日:20230322
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!