一种CFRP材料加工用人字形四刃铣刀的制作方法
本技术涉及铣刀,具体为一种cfrp材料加工用人字形四刃铣刀。
背景技术:
1、铣刀是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀在对硬质材料进行切削加工时,会产生加工硬化严重、切削热多、散热困难等问题,容易造成刀刃切削温度高、切屑粘附刃口严重、易产生积屑,这样既加剧了铣刀的磨损,又影响加工表面粗糙度,所以设置一种cfrp材料加工用人字形四刃铣刀解决上述问题。
2、根据对比文件(专利名称:一种带有螺旋退屑槽的四刃铣刀,授权公告号为cn213052930 u申请号为202022013025.9)该带有螺旋退屑槽的四刃铣刀,刚性较低,不能长时间用于工件的重切削加工,铣刀切削时会产生较长的螺旋状废屑,废屑会对钻头进行缠绕,降低散热效果,影响切削的效率,使用不便。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型的目的在于提供一种cfrp材料加工用人字形四刃铣刀,解决了根据对比文件(专利名称:一种带有螺旋退屑槽的四刃铣刀,授权公告号为cn 213052930 u申请号为202022013025.9)该带有螺旋退屑槽的四刃铣刀,刚性较低,不能长时间用于工件的重切削加工,铣刀切削时会产生较长的螺旋状废屑,废屑会对钻头进行缠绕,降低散热效果,影响切削的效率,使用不便的问题。
3、(二)技术方案
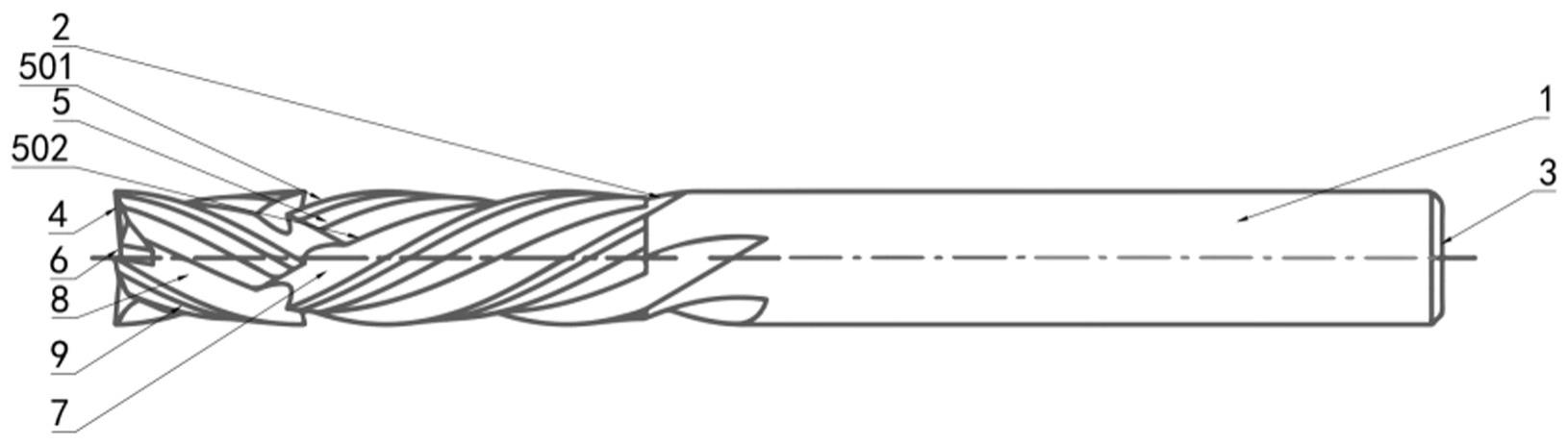
4、为实现上述目的,本实用新型提供如下技术方案:一种cfrp材料加工用人字形四刃铣刀,包括铣刀柄端,所述铣刀柄端的前端设置刀头铣削部,所述铣刀柄端的后端设置底端圆台,所述刀头铣削部的前端固定连接四个圆弧角底刃,所述刀头铣削部的前端设置有弧形内刃,所述刀头铣削部的中部外侧设置有多个铣削后侧刃,多个所述铣削后侧刃之间设置有后排屑槽,所述刀头铣削部的前端外侧设置有多个铣削前侧刃,多个所述铣削前侧刃之间设置有前排屑槽,四个所述圆弧角底刃之间设置有四个容屑槽;
5、所述铣削后侧刃包括上切削刃和下切削刃。
6、优选的,四个所述圆弧角底刃呈均匀分布,四个所述弧形内刃设置于四个个圆弧角底刃两两之间。
7、通过上述技术方案,设置了四个圆弧角底刃和弧形内刃底刃,结构坚固,四刃型的铣刀可以进行重削切,切割效率高,刚性强。
8、优选的,所述铣刀柄端、所述刀头铣削部和所述底端圆台为一体成型,所述铣削后侧刃螺旋分布在刀头铣削部中部的外侧,所述铣削后侧刃与铣削前侧刃结构相似且交错设置,所述铣削前侧刃与铣削后侧刃之间设置前排屑槽或后排屑槽。
9、通过上述技术方案,铣刀柄端、刀头铣削部和底端圆台为一体成型,使用复合材质,表面喷涂dia涂层,结构坚固,耐高温耐磨,设置了交错的铣削后侧刃与铣削前侧刃,与后排屑槽与前排屑槽相配合,当铣刀对工件进行切削时,铣削前侧刃旋转切削工件,切削产生的废屑顺着前排屑槽向上,伸入与前排屑槽交错的后排屑槽,导致废屑扭曲断裂,废屑四散弹开,避免对切削效率造成影响,交错设置的铣削后侧刃与铣削前侧刃,提升了排屑的顺畅度,加强了切削精确度。
10、优选的,所述后排屑槽与前排屑槽连通,所述前排屑槽与容屑槽连通。
11、通过上述技术方案,设置了容屑槽和相连通的前排屑槽,铣削时产生的碎屑可以从通过容屑槽沿前排屑槽螺旋排出,排屑的效果较好,提高了铣刀加工的顺畅性。
12、优选的,所述铣刀柄端、所述刀头铣削部和所述底端圆台的总长为lf,则60mm≤lf≤88mm,所述刀头铣削部的刃长为apmx,则10mm≤le≤38mm。
13、通过上述技术方案,设置了刚性高的短刃型人字形四刃的刀头铣削部,可以进行重切削,工件量产加工时可以大大缩短加工时间,提高铣刀的加工效率。
14、优选的,所述刀头铣削部的外径为dc,则3.175mm≤dc≤12.7mm,所述铣刀柄端的外径为dcon,则3.175mm≤dcon≤12.7mm。
15、通过上述技术方案,刀头铣削部的外径与铣刀柄端的外径相对应,切削稳定,切削的精度较高。
16、与现有技术相比,本实用新型的有益效果是:
17、1.该cfrp材料加工用人字形四刃铣刀,设置了四个圆弧角底刃和弧形内刃底刃,结构坚固,四刃型的铣刀可以进行重削切,切割效率高,刚性强,所述铣刀柄端、刀头铣削部和底端圆台为一体成型,使用复合材质,表面喷涂dia涂层,结构坚固,耐高温耐磨,设置了交错的铣削后侧刃与铣削前侧刃,与后排屑槽与前排屑槽相配合,当铣刀对工件进行切削时,铣削前侧刃旋转切削工件,切削产生的废屑顺着前排屑槽向上,伸入与前排屑槽交错的后排屑槽,导致废屑扭曲断裂,废屑四散弹开,避免对切削效率造成影响,交错设置的铣削后侧刃与铣削前侧刃,提升了排屑的顺畅度,加强了切削精确度。
18、2.该cfrp材料加工用人字形四刃铣刀,设置了容屑槽和相连通的前排屑槽,铣削时产生的碎屑可以从通过容屑槽沿前排屑槽螺旋排出,排屑的效果较好,提高了铣刀加工的顺畅性,设置了刚性高的短刃型人字形四刃的刀头铣削部,可以进行重切削,工件量产加工时可以大大缩短加工时间,提高铣刀的加工效率,刀头铣削部的外径与铣刀柄端的外径相对应,切削稳定,切削的精度较高。
技术特征:
1.一种cfrp材料加工用人字形四刃铣刀,包括铣刀柄端(1),其特征在于:所述铣刀柄端(1)的前端设置刀头铣削部(2),所述铣刀柄端(1)的后端设置底端圆台(3),所述刀头铣削部(2)的前端固定连接四个圆弧角底刃(4),所述刀头铣削部(2)的前端设置有弧形内刃(6),所述刀头铣削部(2)的中部外侧设置有多个铣削后侧刃(5),多个所述铣削后侧刃(5)之间设置有后排屑槽(7),所述刀头铣削部(2)的前端外侧设置有多个铣削前侧刃(9),多个所述铣削前侧刃(9)之间设置有前排屑槽(8),四个所述圆弧角底刃(4)之间设置有四个容屑槽(10);
2.根据权利要求1所述的一种cfrp材料加工用人字形四刃铣刀,其特征在于:四个所述圆弧角底刃(4)呈均匀分布,四个所述弧形内刃(6)设置于四个圆弧角底刃(4)两两之间。
3.根据权利要求1所述的一种cfrp材料加工用人字形四刃铣刀,其特征在于:所述铣刀柄端(1)、所述刀头铣削部(2)和所述底端圆台(3)为一体成型,所述铣削后侧刃(5)螺旋分布在刀头铣削部(2)中部的外侧,所述铣削后侧刃(5)与铣削前侧刃(9)结构相似且交错设置,所述铣削前侧刃(9)与铣削后侧刃(5)之间设置前排屑槽(8)或后排屑槽(7)。
4.根据权利要求1所述的一种cfrp材料加工用人字形四刃铣刀,其特征在于:所述后排屑槽(7)与前排屑槽(8)连通,所述前排屑槽(8)与容屑槽(10)连通。
5.根据权利要求1所述的一种cfrp材料加工用人字形四刃铣刀,其特征在于:所述铣刀柄端(1)、所述刀头铣削部(2)和所述底端圆台(3)的总长为lf,则60mm≤lf≤88mm,所述刀头铣削部(2)的刃长为apmx,则10mm≤le≤38mm。
6.根据权利要求1所述的一种cfrp材料加工用人字形四刃铣刀,其特征在于:所述刀头铣削部(2)的外径为dc,则3.175mm≤dc≤12.7mm,所述铣刀柄端(1)的外径为dcon,则3.175mm≤ds≤12.7mm。
技术总结
本技术涉及铣刀技术领域,尤其为一种CFRP材料加工用人字形四刃铣刀,包括铣刀柄端,所述铣刀柄端的前端设置刀头铣削部,所述铣刀柄端的后端设置底端圆台,所述刀头铣削部的前端固定连接四个圆弧角底刃,所述刀头铣削部的前端设置有弧形内刃,所述刀头铣削部的中部外侧设置有多个铣削后侧刃,多个所述铣削后侧刃之间设置有后排屑槽,所述刀头铣削部的前端外侧设置有多个铣削前侧刃。该CFRP材料加工用人字形四刃铣刀,交错的铣削后侧刃与铣削前侧刃,与后排屑槽与前排屑槽相配合,当铣刀对工件进行切削时,铣削前侧刃旋转切削工件,切削产生的废屑顺着前排屑槽向上,伸入与前排屑槽交错的后排屑槽,废屑四散弹开,避免对切削效率造成影响。
技术研发人员:朱莉华
受保护的技术使用者:奥斯机(上海)精密工具有限公司
技术研发日:20230323
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!