一种汽车折弯件焊接夹具的制作方法
本技术属于汽车生产、制造,具体涉及一种汽车折弯件焊接夹具。
背景技术:
1、本部分的陈述仅仅是提供了与本发明相关的背景技术信息,不必然构成在先技术。
2、生产制造汽车的核心理念全球近亿家整车消费市场,使得汽车及产业链在经济中作用重要性不可替代。生产制造流程、资金、人员、设备固然重要。但是,更重要的仍然汽车制造的核心理念。现有的人工组对及简易焊接工装使用时操作复杂定位不准确而导致焊接操作不方便,且对焊接的板材进行固定时,操作复杂,固定不够牢固或固定过紧导致板材变形,并且一次只能对一种规格进行夹持,现有的焊接工装在使用时,容易在外力的作用下移动,定位不准确,外部作用下容易偏移造成机器人焊接失误、错焊、漏焊等质量问题。
技术实现思路
1、针对上述问题,本实用新型提供一种汽车折弯件焊接夹具,能够解决手动组对及半手动工装焊接尺寸不准的问题,定位更加准确且压紧力可调,有效提高汽车钣金件焊接生产加工效率。
2、为实现上述目的,本实用新型采取以下技术方案:
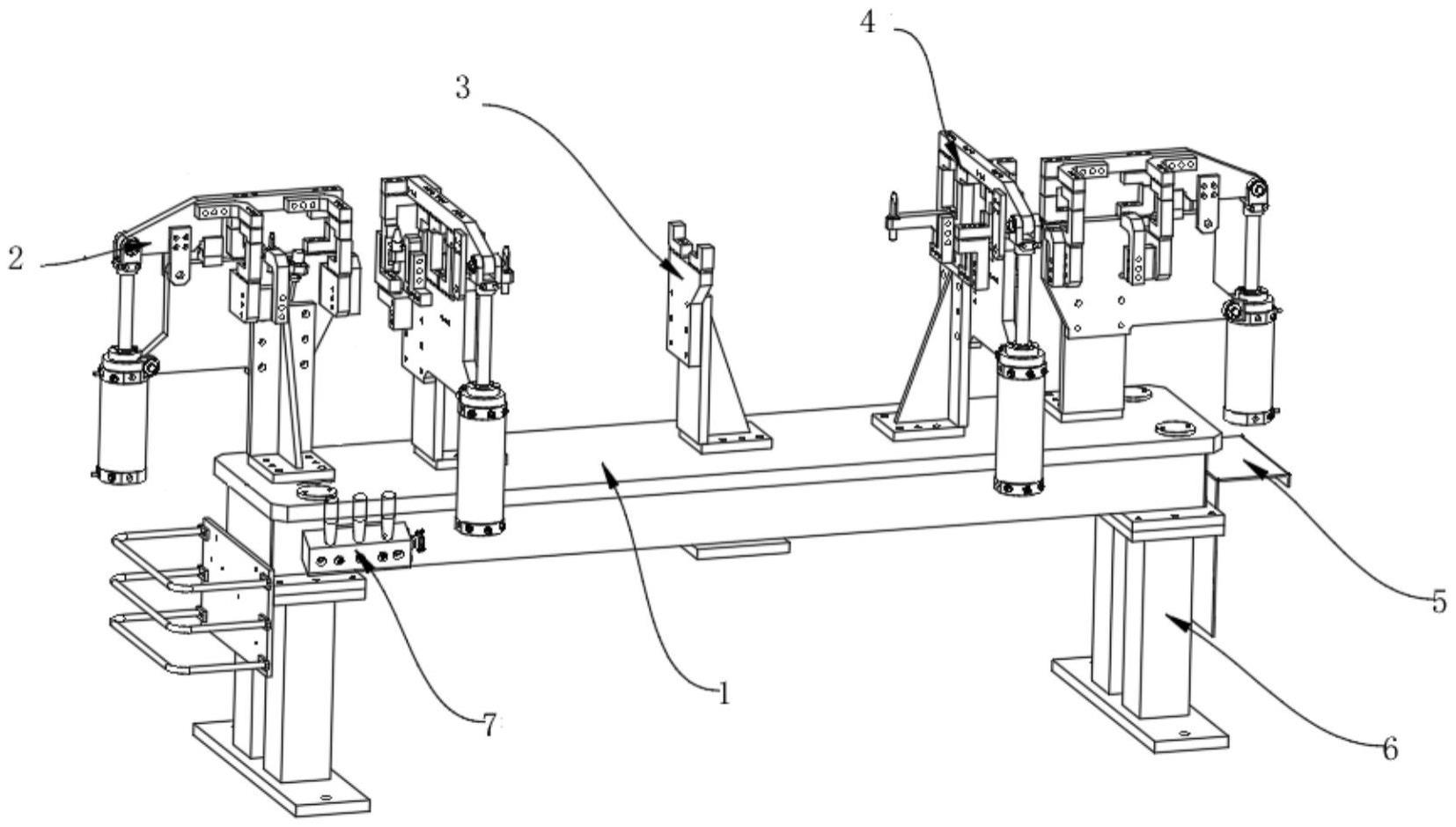
3、本实用新型提出了一种汽车折弯件焊接夹具,包括平台,所述平台的中部设置中间定位;所述中间定位的左右两侧依次设置中间压紧装置和压紧装置;所述压紧装置包括支撑座,所述支撑座的左侧设置压紧气缸;所述压紧气缸上端与压紧板连接;所述压紧板前部设置l型定位板。
4、进一步的,所述支撑座前部设置调节销。
5、进一步的,所述l型定位板之间设置定位销;所述定位销设置在压紧板的前部。
6、进一步的,所述压紧气缸的上部通过连接销和连接板与压紧板连接;所述压紧气缸右端通过连接销与支撑座连接。
7、进一步的,所述平台右侧设置工具台。
8、进一步的,所述平台底部设置支腿。
9、进一步的,所述平台前侧设置控制器。
10、进一步的,所述控制器包括控制器本体;所述控制器本体上侧设置气缸控制手柄;所述控制器本体右侧设置压力调节阀。
11、进一步的,所述控制器本体的前侧设置压力表安装口和连接气管接口。
12、进一步的,所述支座通过螺栓与平台连接。
13、本实用新型的有益效果是:
14、本实用新型工作平台为平面结构,工作台上表面设有螺纹孔,把上表面部件进行连接组成,前后两端及中间设有压紧结构,压紧结构配有压力表及调节阀,可以根据所需焊接板材强度调节压紧压力,平台中间设有中间定位装置,进一步对工件进行定位。本实用新型解决了手动组对及半手动工装焊接尺寸不准的问题,还有效提高汽车钣金件焊接生产加工效率,可缩短装配、焊接时间,保证产品的装配精度和焊接质量。还可以充分发挥先有设备的潜力,扩大其使用范围。并有利于实现机器人流水线作业的综合机械化和自动化。
技术特征:
1.一种汽车折弯件焊接夹具,其特征在于,包括平台,所述平台的中部设置中间定位;所述中间定位的左右两侧依次设置中间压紧装置和压紧装置;所述压紧装置包括支撑座,所述支撑座的左侧设置压紧气缸;所述压紧气缸上端与压紧板连接;所述压紧板前部设置l型定位板。
2.如权利要求1所述的一种汽车折弯件焊接夹具,其特征在于,所述支撑座前部设置调节销。
3.如权利要求1所述的一种汽车折弯件焊接夹具,其特征在于,所述l型定位板之间设置定位销;所述定位销设置在压紧板的前部。
4.如权利要求1所述的一种汽车折弯件焊接夹具,其特征在于,所述压紧气缸的上部通过连接销和连接板与压紧板连接;所述压紧气缸右端通过连接销与支撑座连接。
5.如权利要求1所述的一种汽车折弯件焊接夹具,其特征在于,所述平台右侧设置工具台。
6.如权利要求1所述的一种汽车折弯件焊接夹具,其特征在于,所述平台底部设置支腿。
7.如权利要求1所述的一种汽车折弯件焊接夹具,其特征在于,所述平台前侧设置控制器。
8.如权利要求7所述的一种汽车折弯件焊接夹具,其特征在于,所述控制器包括控制器本体;所述控制器本体上侧设置气缸控制手柄;所述控制器本体右侧设置压力调节阀。
9.如权利要求8所述的一种汽车折弯件焊接夹具,其特征在于,所述控制器本体的前侧设置压力表安装口和连接气管接口。
10.如权利要求1所述的一种汽车折弯件焊接夹具,其特征在于,所述支撑座通过螺栓与平台连接。
技术总结
本技术公开了一种汽车折弯件焊接夹具,包括平台,所述平台的中部设置中间定位;所述中间定位的左右两侧依次设置中间压紧装置和压紧装置;所述压紧装置和中间压紧装置的结构相同;所述压紧装置包括支撑座,所述支撑座的左侧设置压紧气缸;所述压紧气缸上端与压紧板连接;所述压紧板前部设置L型定位板。能够解决手动组对及半手动工装焊接尺寸不准的问题,有效提高汽车钣金件焊接生产加工效率。
技术研发人员:李卫,苏龙
受保护的技术使用者:松果新能源汽车有限公司
技术研发日:20230321
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!