一种H型铝合金车轮旋压上模脱模机构的制作方法
本技术属于铝合金车轮制造领域,涉及一种h型铝合金车轮旋压上模脱模机构。
背景技术:
1、h型铝合金车轮旋压工艺是一次上旋压机完成上下轮辋的旋压成型,就是先将毛坯放在模具上,然后旋压机开始工作,上下轮辋形状都要旋压成型,避免二次上机。这样高效的旋压工艺也存在旋压后的毛坯沾在旋压上模不易脱模的现象,影响生产顺畅进行,降低生产效率。
技术实现思路
1、本实用新型的目的是提供了一种h型铝合金车轮旋压上模脱模机构,该脱模机构可以实现旋压后毛坯从旋压上模脱模,从而保证了生产的顺畅进行。
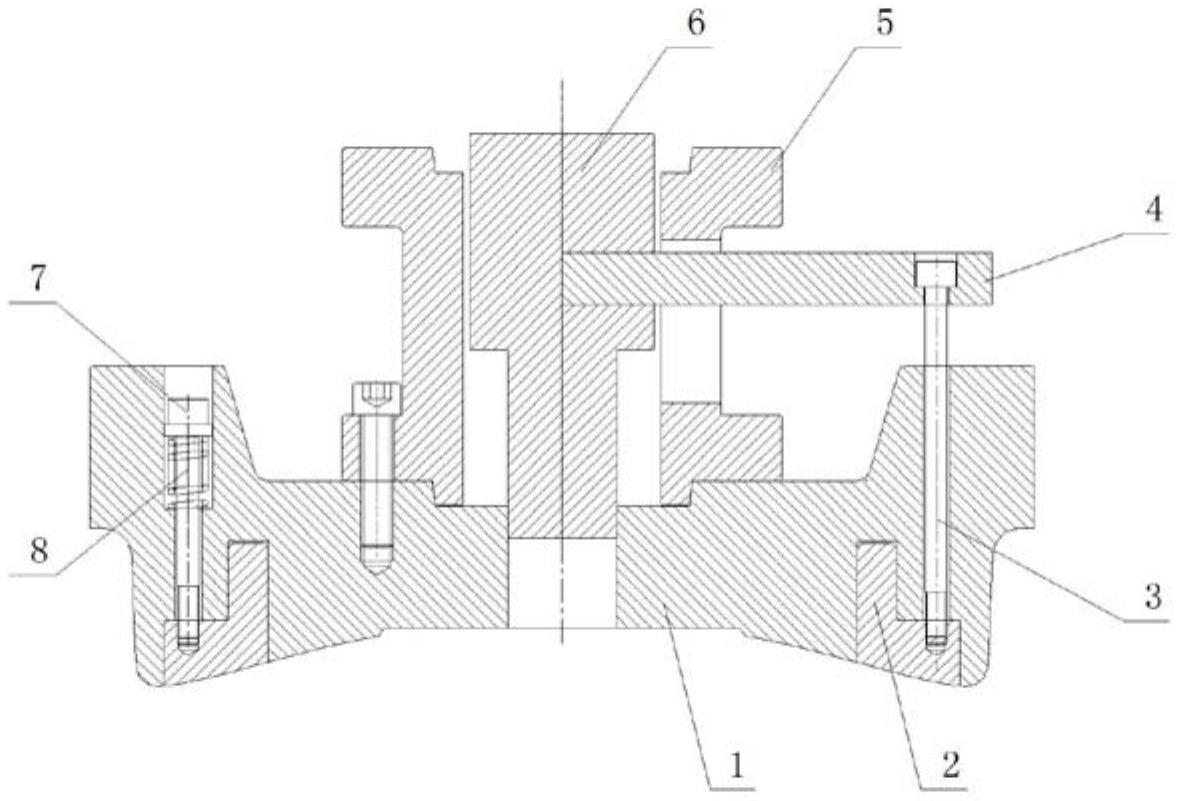
2、本实用新型的技术方案是:一种h型铝合金车轮旋压上模脱模机构,由上模、顶出环、连结螺栓、横杆、连结套、活动块、弹簧杆和弹簧组成;上模中心有中心孔,下方设置有截面形状为“l”的环形凹槽,在凹槽上方设置有通孔2个,阶梯通孔若干;顶出环为截面形状为“l”的环形块,设置有螺纹孔若干;横杆为方形杆,在两端设置有阶梯过孔;连结套为圆环形结构,外侧中部有环槽,中部环槽设置有两个对称的方通槽;活动块为阶梯圆柱形状,上部设有方形通槽;弹簧杆为螺帽带平台的螺杆。顶出环安装在上模截面形状“l”的环形凹槽内;弹簧安放在上模阶梯孔中,弹簧杆穿过弹簧和顶出块连结;活动块安放在连接套内孔中,并且插入上模中心孔;横杆穿过连结套两侧的方形通槽和活动块的方形通槽,通过连结螺栓和顶出块连结。
3、有益效果为:通过在模具上增加的脱模机构解决了h型车轮在旋压后沾在模具上,不易脱模的情况,保证了生产的顺利进行,提高了生产的效率。
技术特征:
1.一种h型铝合金车轮旋压上模脱模机构,由上模、顶出环、连结螺栓、横杆、连结套、活动块、弹簧杆和弹簧组成,其特征是:上模中心有中心孔,下方设置有截面形状为“l”的环形凹槽,在凹槽上方设置有通孔2个,阶梯通孔若干;顶出环为截面形状为“l”的环形块,设置有螺纹孔若干;横杆为方形杆,在两端设置有阶梯过孔;连结套为圆环形结构,外侧中部有环槽,中部环槽设置有两个对称的方通槽;活动块为阶梯圆柱形状,上部设有方形通槽;弹簧杆为螺帽带平台的螺杆;顶出环安装在上模截面形状“l”的环形凹槽内;弹簧安放在上模阶梯孔中,弹簧杆穿过弹簧和顶出块连结;活动块安放在连接套内孔中,并且插入上模中心孔;横杆穿过连结套两侧的方形通槽和活动块的方形通槽,通过连结螺栓和顶出块连结。
技术总结
本技术属于铝合金车轮制造领域,涉及一种H型铝合金车轮旋压上模脱模机构。由上模、顶出环、连结螺栓、横杆、连结套、活动块、弹簧杆和弹簧组成;顶出环安装在上模截面形状“L”的环形凹槽内;弹簧安放在上模阶梯孔中,弹簧杆穿过弹簧和顶出块连结;活动块安放在连接套内孔中,并且插入上模中心孔;横杆穿过连结套两侧的方形通槽和活动块的方形通槽,通过连结螺栓和顶出块连结。通过在模具上增加的脱模机构解决了H型车轮在旋压后沾在模具上,不易脱模的情况,保证了生产的顺利进行,提高了生产的效率。
技术研发人员:李静,马靖华,钱炜麟,陶生辉,许伟刚,韩超,李冰
受保护的技术使用者:秦皇岛中秦渤海轮毂有限公司
技术研发日:20230324
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!