一种非圆截面管梁结构热气胀与注射混合成形设备的制作方法
本发明属于车管梁类部件生产,具体为一种非圆截面管梁结构热气胀与注射混合成形设备。
背景技术:
1、传统管梁和连接件的注射一体成形工艺仅限于成品管梁和水胀成形后注塑,没有对主承载的管件坯料进行加热、气胀贴模淬火等处理,难以达到理想的异形管梁形状和强度性能,另外没有结合同步的铸铝/镁等工序,而是再加新的工序来完成连接。
2、且现有的热气胀成形、注塑成形、压铸成形、管材充液成形对于成形介质、成形温度、成形压力等要求各不相同,通常只能单工序生产,不能满足在一次合模过程中实现多种工艺复合成形。
技术实现思路
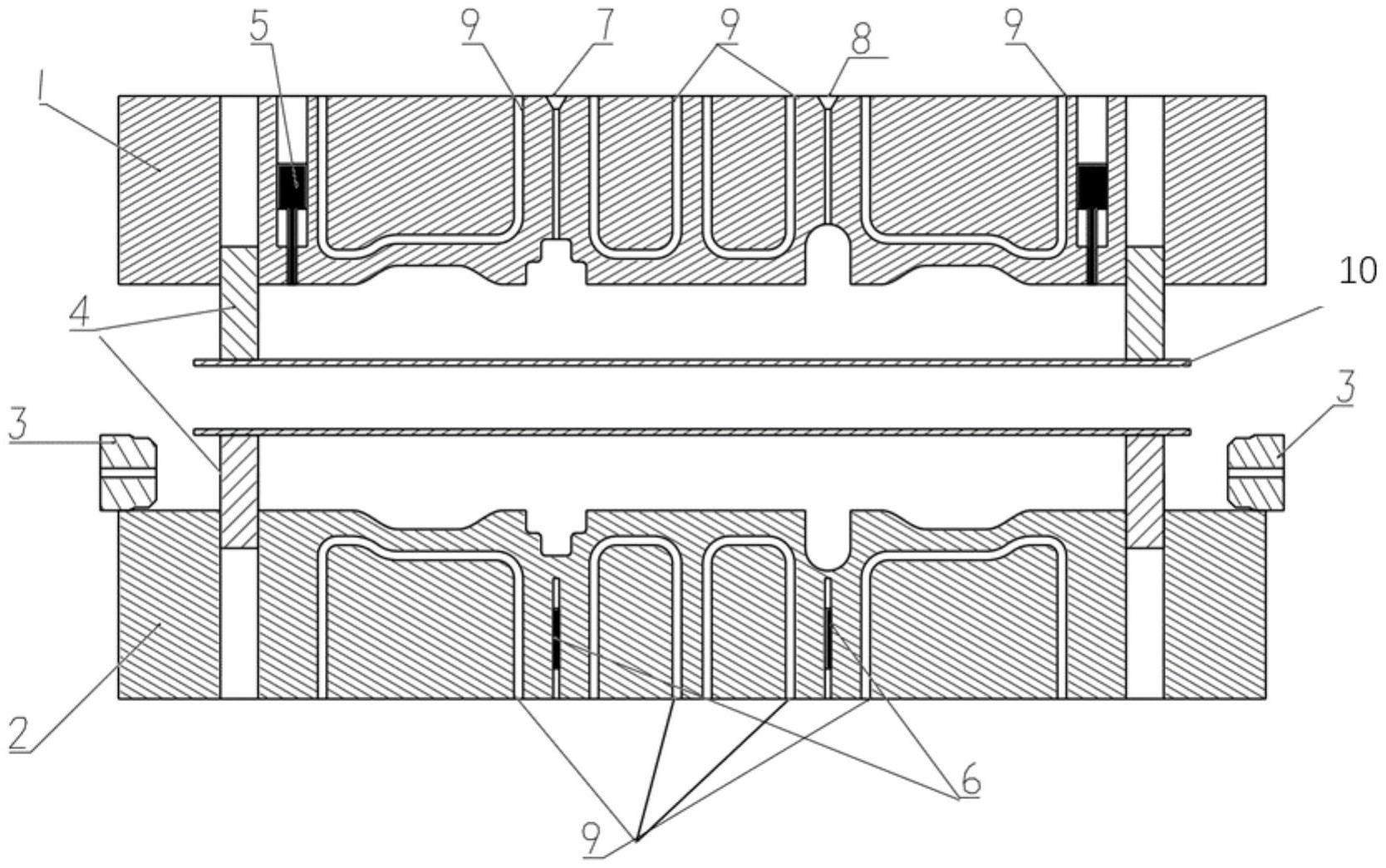
1、一种非圆截面管梁结构热气胀与注射混合成形设备,包括:
2、上模块和下模块,所述上模块和下模块合模后形成模具型腔;
3、密封补料装置,所述密封补料装置具有两个且分别位于模具型腔的两侧,能够沿模具型腔横向移动,所述密封补料装置的中心具有补料通道,且该补料通道能够被控开闭。两个所述密封补料装置分别与管坯的两个端头紧密贴合并提供推力,保证成形过程中的密封性;
4、顶料加热装置,所述顶料加热装置具有电极、电极驱动装置和电极移动通道,所述电极驱动装置驱动电极在电极移动通道中移动,实现电极与管坯接触或者分离;
5、温度测量装置,包括温度传感器,所述温度传感器位于上模块和/或下模块内部的多个区域,检测上模块和/或下模块不同区域温度;
6、多个调温流体管路,所述调温流体管路位于所述上模块和下模块内部,根据所述温度测量装置获得的上、下模块温度,通过所述多个调温流体管路向上模块和/或下模块内注入特定温度的调温流体介质对模具形腔内的零件进行升温或降温。
7、还包括第一材料注射流道,形成自所述上模块或所述下模块的外部至第一材料成形空腔的介质流道,所述第一材料成形空腔位于所述模具型腔内壁与热气胀成形的所述管坯外壁之间,所述第一材料与所述管坯的材料不同。
8、所述第一材料是铝镁金属合金。
9、所述第二材料注射流道,形成自所述上模块或所述下模块的外部至第二材料成形空腔的介质流道,所述第二材料成形空腔位于所述模具型腔内壁与热气胀成形的所述管坯外壁之间,所述第二材料与所述管坯和第一材料的材料不同。
10、所述第二材料是塑料或纤维增强树脂。
11、所述管坯为铝合金管。
12、还包括打孔装置,所述打孔装置包括打孔针、打孔驱动装置和打孔针移动通道,所述打孔针移动通道和所述打孔驱动装置均设置于上模块和/或下模块内部。
13、打孔驱动装置是油缸、气缸、氮气弹簧、弹簧中的一种或多种。
14、本发明能够实现似骨骼的空心薄壁异形截面管梁部件加工。
15、本发明的设备具备能够针对不同工艺调整模具性能的能力,仅在一次开合模工序内,即可完成对超高强度金属管坯的瞬时加热、气体胀形贴模、淬火强化;还能在该工序内完成注非金属、注金属等多项处理,适用于分总成零部件的一体化制造,大大简化了制造过程、减少了后续的焊接等工序、提高了零部件性能。
技术特征:
1.一种非圆截面管梁结构热气胀与注射混合成形设备,包括:
2.如权利要求1所述的混合成形设备,其特征在于:还包括第一材料注射流道,形成自所述上模块或所述下模块的外部至第一材料成形空腔的介质流道,所述第一材料成形空腔位于所述模具型腔内壁与热气胀成形的所述管坯外壁之间,所述第一材料与所述管坯的材料不同。
3.如权利要求2所述的混合成形设备,其特征在于:所述第一材料是铝镁金属合金。
4.如权利要求2或3所述的混合成形设备,其特征在于:还包括第二材料注射流道,形成自所述上模块或所述下模块的外部至第二材料成形空腔的介质流道,所述第二材料成形空腔位于所述模具型腔内壁与热气胀成形的所述管坯外壁之间,所述第二材料与所述管坯和第一材料的材料不同。
5.如权利要求4所述的混合成形设备,其特征在于:所述第二材料是塑料或纤维增强树脂。
6.如权利要求1至3任一项所述的混合成形设备,其特征在于:所述管坯为铝合金管。
7.如权利要求1至3任一项所述的混合成形设备,其特征在于:还包括打孔装置,所述打孔装置包括打孔针、打孔驱动装置和打孔针移动通道,所述打孔针移动通道和所述打孔驱动装置均设置于上模块和/或下模块内部。
8.如权利要求7所述的混合成形设备,其特征在于:打孔驱动装置是油缸、气缸、氮气弹簧、弹簧中的一种或多种。
技术总结
一种非圆截面管梁结构热气胀与注射混合成形设备,包括温度测量装置,包括温度传感器,所述温度传感器位于上模块和/或下模块内部的多个区域,检测上模块和/或下模块不同区域温度;多个调温流体管路,所述调温流体管路位于所述上模块和下模块内部,根据所述温度测量装置获得的上、下模块温度,通过所述多个调温流体管路向上模块和/或下模块内注入特定温度的调温流体介质对模具形腔内的零件进行升温或降温。本发明的设备具备能够针对不同工艺调整模具性能的能力,仅在一次开合模工序内,即可完成对超高强度金属管坯的瞬时加热、气体胀形贴模、淬火强化;还能在该工序内完成注非金属、注金属等多项处理。
技术研发人员:程鹏志,李小强,阮尚文,成刚,谢亚苏,张胜伦,宋凯,丁振
受保护的技术使用者:航宇智造(北京)工程技术有限公司
技术研发日:20230324
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!