零件自动装配装置的制作方法
本申请涉及零件组装,具体涉及一种零件自动装配装置。
背景技术:
1、在零件组装领域,应工艺需求需要将微型片状零件装配到产品的指定槽内。由于微型片状零件的体积小,很难实现自动化组装,目前都是靠人工组装。人工组装效率低,人工成本高,劳动强度大,不利于工厂批量化操作,而且,人工组装会出现零件放置错误的问题,不能保证产品质量。
技术实现思路
1、鉴于以上内容,有必要提供一种零件自动装配装置,以实现零件的自动化组装。
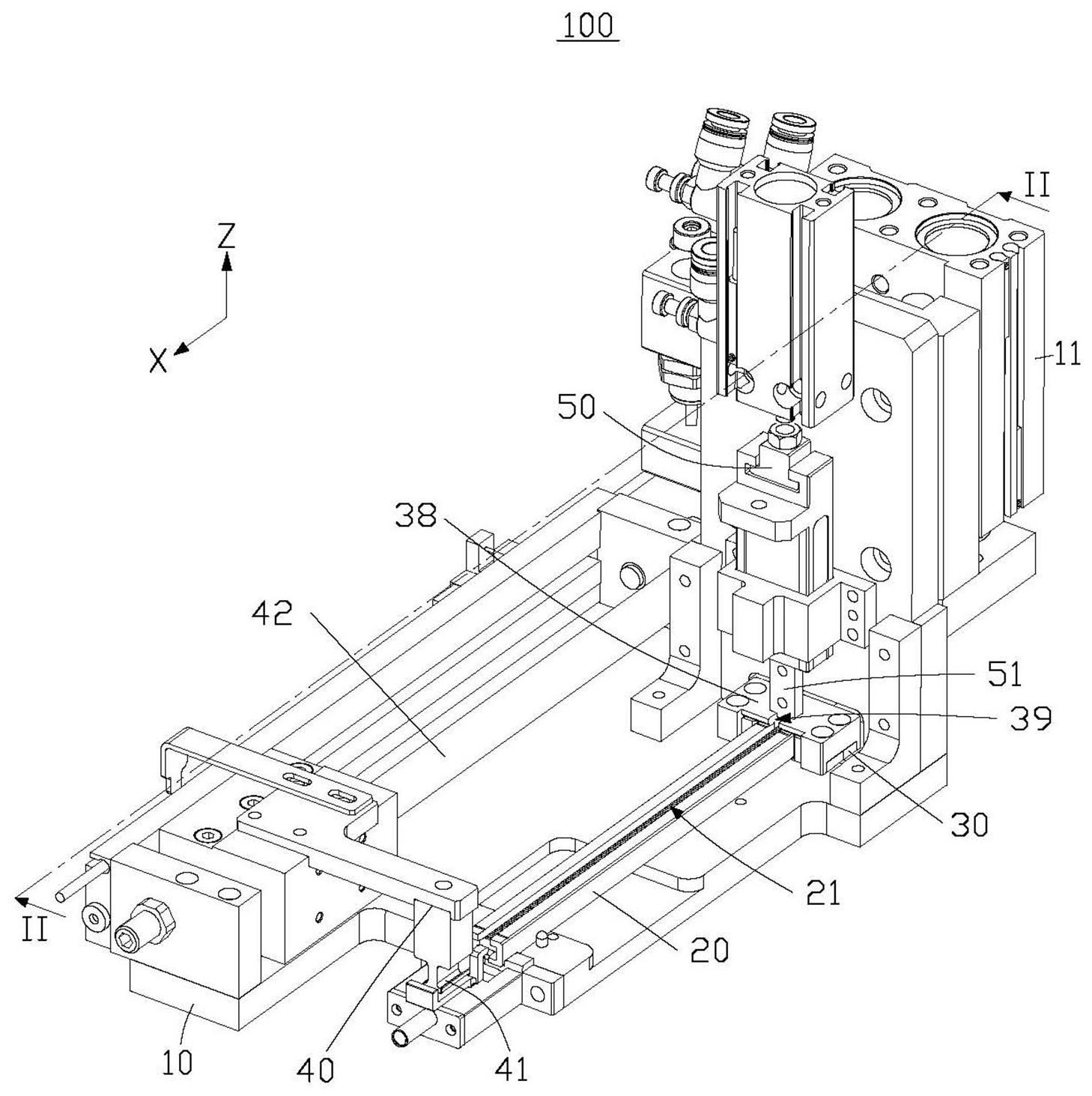
2、本申请实施例提供一种零件自动装配装置,包括:
3、固定支架;
4、存储弹夹,沿第一方向设置于所述固定支架,所述存储弹夹设有沿所述第一方向延伸的零件容置槽;
5、导向机构,沿第二方向设置于所述固定支架,所述导向机构包括导向块和止位块,所述导向块的部分结构抵接所述止位块,所述导向块设有相连通的通孔和导向槽,所述通孔正对所述存储弹夹,所述导向槽设置于所述导向块抵接于所述止位块的一侧;
6、推送机构,沿所述第一方向设置于所述固定支架,所述推送机构包括推动顶块,所述推动顶块正对所述存储弹夹相背于所述导向机构的一端,所述推送顶块可移动地设置于所述零件容置槽;
7、装配机构,沿所述第二方向设置于所述固定支架,所述装配机构包括装配顶块,所述装配顶块能够插入所述导向槽中并相对于所述导向槽进行移动。
8、上述零件自动装配装置中,通过推动顶块将零件容置槽内的零件顶出,使所述零件掉落至所述通孔内,实现送料自动化;通过止位块对掉落至通孔内的零件进行限位,使零件顺利进入导向槽的导向端面,实现零件的装配导向;在推动顶块的推动下,使零件通过导向槽顺利装入产品的装配槽内,实现装配自动化。本申请实施例提供的零件自动装配装置可实现零件的自动化组装,代替了传统的人工组装,有效避免了人工组装造成的零件组装的错误,节约了人工成本,提升了产品质量,降低了人工的劳动强度,提升了组装操作的效率及可靠性。
9、在一些实施例中,所述导向机构还包括:
10、辅助顶块,所述止位块设有通槽,所述辅助顶块从相背于所述导向块的一侧穿过所述通槽正对所述存储弹夹相背于所述推动顶块的一端,以推抵于所述零件容置槽内的零件。
11、在一些实施例中,所述存储弹夹抵持于所述导向块,所述通孔靠近所述存储弹夹的一侧呈梯形结构设置,所述通孔的孔径大的一侧朝向所述存储弹夹。
12、在一些实施例中,所述导向槽允许单个零件下落,并能够止挡所述导向槽内的与下落零件相邻的其他零件。
13、在一些实施例中,所述零件自动装配装置还包括:
14、升降气缸,连接于所述固定支架,所述导向块和所述止位块的端部设置有定位块,所述升降气缸用于驱动所述固定支架带动所述导向块和所述止位块的端部的定位块插入产品,以使所述产品的装配槽正对所述导向槽,进而使所述装配顶块将零件装配至所述产品的装配槽。
15、在一些实施例中,所述装配机构还包括:
16、导向支架,架设于所述固定支架,所述导向支架设有沿所述第二方向延伸的导向通道;
17、装配挡块,沿所述第二方向贯穿所述导向通道,所述装配顶块安装于所述装配挡块,以带动所述装配顶块沿所述第二方向移动。
18、在一些实施例中,所述装配挡块远离所述装配顶块的一侧设有挡板,所述导向支架能够阻挡所述挡板通过所述导向通道,以对所述装配顶块进行限位。
19、在一些实施例中,所述止位块沿所述第一方向设有吹气通道,所述吹气通道正对所述导向槽,所述吹气通道用于引导外部气体吹向所述导向槽,以在所述装配顶块将零件装配至产品的装配槽内后使零件从所述装配顶块脱离。
20、在一些实施例中,所述装配顶块的末端为开槽结构,以允许吹向所述导向槽的外部气体经过,进而吹向所述装配顶块的末端的所述零件。
21、在一些实施例中,所述导向机构还包括:固定板,所述固定板固定于所述固定支架,所述存储弹夹部分容置于所述固定板,所述固定板设有导向口,所述装配顶块通过所述导向口插入所述导向槽。
技术特征:
1.一种零件自动装配装置,其特征在于,包括:
2.如权利要求1所述的零件自动装配装置,其特征在于,所述导向机构还包括:
3.如权利要求1所述的零件自动装配装置,其特征在于,
4.如权利要求1所述的零件自动装配装置,其特征在于,
5.如权利要求1所述的零件自动装配装置,其特征在于,还包括:
6.如权利要求1所述的零件自动装配装置,其特征在于,所述装配机构还包括:
7.如权利要求6所述的零件自动装配装置,其特征在于,
8.如权利要求1所述的零件自动装配装置,其特征在于,
9.如权利要求8所述的零件自动装配装置,其特征在于,
10.如权利要求1所述的零件自动装配装置,其特征在于,所述导向机构还包括:
技术总结
本申请提供一种零件自动装配装置,其包括固定支架、存储弹夹、导向机构、推送机构及装配机构。存储弹夹设有沿第一方向延伸的零件容置槽,导向机构包括导向块和止位块,导向块的部分结构抵接止位块,导向块设有相连通的通孔和导向槽,通孔正对存储弹夹,导向槽设置于导向块抵接于止位块的一侧。推送机构包括推动顶块,推动顶块正对存储弹夹相背于导向机构的一端,推送顶块可移动地设置于零件容置槽内。装配机构包括装配顶块,装配顶块能够插入导向槽中并相对于导向槽进行移动。本申请可实现零件的自动化组装。
技术研发人员:敬齐云,张一健,张斌,王祥,胡勇刚,何强
受保护的技术使用者:鸿富锦精密电子(成都)有限公司
技术研发日:20230324
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!