截止阀自动锁付生产线的制作方法
本技术属于机械设备,特别涉及一种截止阀自动锁付生产线。
背景技术:
1、目前市场上的产品由各零部件装配成产品时,通常使用螺母对各零部件进行锁紧加固组合,传统的螺母锁紧作业一般采用人工操作方式,操作人员利用电动扳手或手动扳手将螺母一个个对各零部件进行锁紧使之装配成所要生产的产品,为了提高工作效率,节省时间,人们研发出了自动锁螺母机。
2、目前客户产品多种多样,而传统锁螺母机普遍对某款产品的单一平面,标准螺丝进行锁付。具体为:现有的锁螺母机能实现的大多是单一产品的某个平面进行,具有局限性,比如洗衣机的滚筒(或车辆链轮盘),该产品外形不是单一平面,需锁付多个位置,要能实现这多个面的自动锁螺母,必然涉及到如何将产品精确定位,同时进行精确锁付的问题。
3、因此,市场现有的很多自动锁螺母机的缺点锁付效率低下、不能兼容不同型号的产品,锁付时间长,成功率底,不能高效生产,不利于成本控制。
4、本实用新型的目的在于提供一种截止阀自动锁付生产线,能够解决上述问题。
技术实现思路
1、本实用新型主要解决的技术问题是提供一种截止阀自动锁付生产线,可配合生产自动化设备实现产品多个面的锁付作业,提高效率,减少人力成本,提高效率可做到8-12s内完成锁付;且作业过程稳定,精度高可实现量产化。
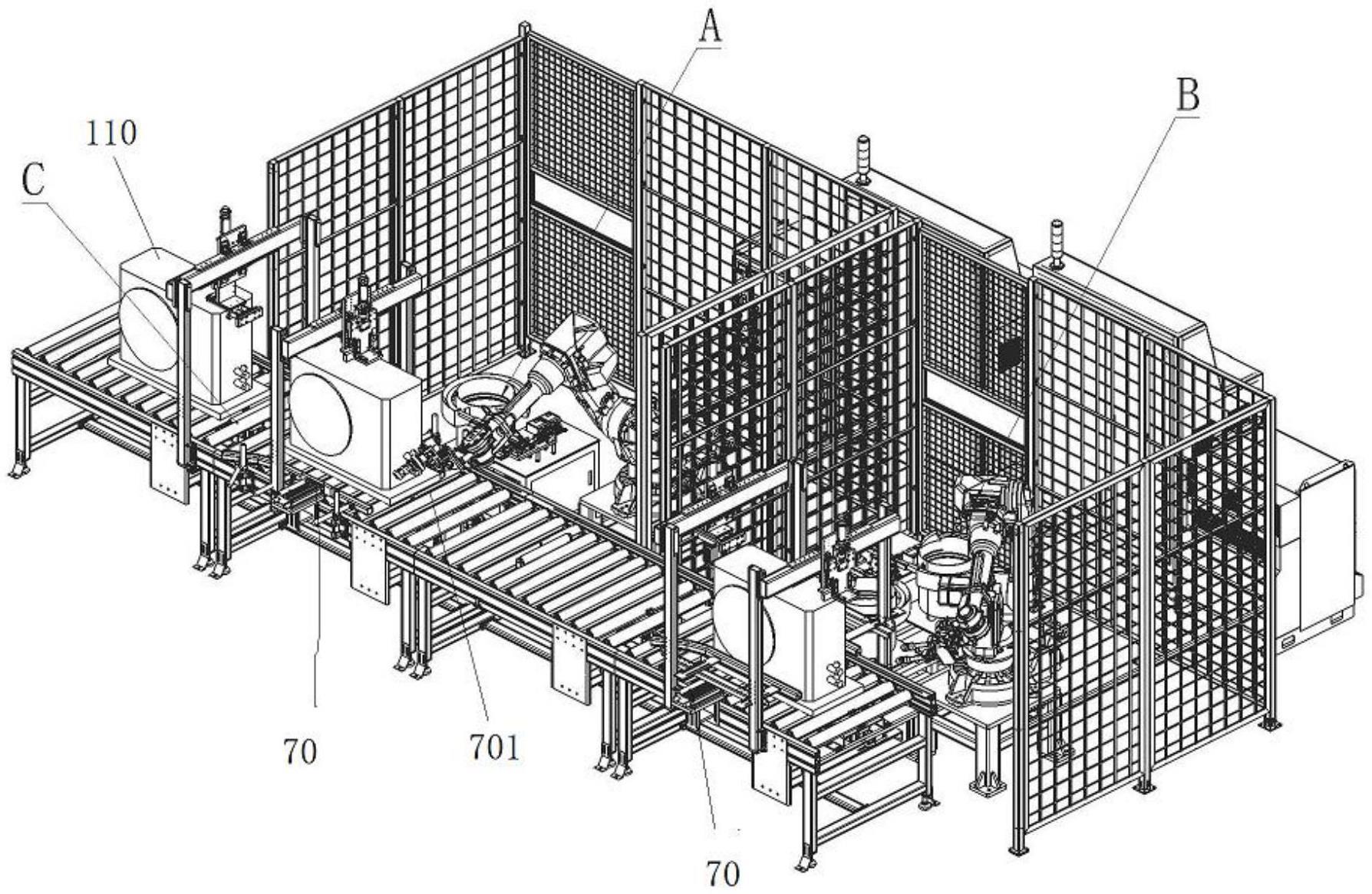
2、为解决上述技术问题,本实用新型采用的一个技术方案是:本实用新型提供了一种截止阀自动锁付生产线,包括输送线c、锁付工位a和锁付工位b,所述锁付工位a为锁付截止阀阀芯螺母机,锁付工位b为锁付截止阀阀管螺母机;
3、所述输送线c设有定位装置,所述定位装置对应所述锁付工位a和所述锁付工位b;产品随输送线c输送至对应锁付工位a处的定位装置定位并通过锁付截止阀阀芯螺母机锁付截止阀阀芯螺母;产品随输送线c输送至对应锁付工位b处的定位装置定位并通过锁付截止阀阀管螺母机锁付截止阀阀管螺母;
4、所述锁付截止阀阀芯螺母机包括阀芯螺母机械手、阀芯螺母锁付装置和阀芯螺母供料装置,所述阀芯螺母锁付装置安装于所述阀芯螺母机械手,通过阀芯螺母机械手驱动阀芯螺母锁付装置从所述阀芯螺母供料装置抓取阀芯螺母;
5、所述锁付截止阀阀管螺母机包括阀管螺母机械手、阀管螺母锁付装置和阀管螺母供料装置,所述阀管螺母锁付装置安装于所述阀管螺母机械手,通过阀管螺母机械手驱动阀管螺母锁付装置从所述阀管螺母供料装置抓取阀管螺母。
6、进一步地说,所述阀芯螺母锁付装置包括第一快换套筒、第一快换接头、第一负压装置、第一视觉定位装置、第一滑台缓冲组件和第一锁付动力机构,所述第一锁付动力机构安装于所述第一滑台缓冲组件,所述第一锁付动力机构的输出端安装第一快换结构,所述第一快换结构连接所述第一快换接头,所述第一快换接头的下端安装所述第一快换套筒,所述第一负压装置安装于所述第一快换接头的外周并与所述第一快换套筒的内部连通。
7、进一步地说,所述第一快换结构包括圆筒、弹簧、套管和弹珠,所述圆筒安装于所述锁付动力机构的输出端,所述弹簧套装于所述圆筒的下端的外周,所述套管套装于所述弹簧的外周,所述圆筒设有孔位,所述第一快换接头的上端设有周向延伸的凹槽,所述弹珠能够卡入所述凹槽和孔位;
8、所述套管的内壁面设有台阶凸起,所述台阶凸起位于所述弹簧的下方。
9、进一步地说,所述阀管螺母锁付装置包括第二快换套筒、第二快换接头、第二负压装置、第二视觉定位装置、第二滑台缓冲组件和第二锁付动力机构,所述第二锁付动力机构安装于所述第二滑台缓冲组件,所述第二锁付动力机构的输出端安装第二快换结构,所述第二快换结构连接所述第二快换接头,所述第二快换接头的下端安装所述第二快换套筒,所述第二负压装置安装于所述第二快换接头的外周并与所述第二快换套筒的内部连通。
10、进一步地说,所述定位装置包括工装前阻挡机构和工装双侧限位机构;
11、所述工装前阻挡机构包括前阻挡块和前阻挡驱动气缸,通过前阻挡驱动气缸驱动所述前阻挡块升降;
12、所述工装双侧限位机构位于所述输送线c的两侧,每一所述工装双侧限位机构皆包括限位导杆,所述限位导杆的高度与工装的高度一致,通过两限位导杆限制工装的左右偏移。
13、进一步地说,所述定位装置还包括产品双侧夹紧机构、产品下压机构和产品后端推进机构;
14、所述产品双侧夹紧机构位于所述输送线c的两侧,每一所述双侧夹紧机构皆包括双侧夹紧块和双侧夹紧驱动气缸,通过所述双侧夹紧驱动气缸驱动双侧夹紧块左右平移实现对产品的左右夹紧与否;
15、所述产品下压机构包括下压紧块和下压紧驱动气缸,通过下压紧驱动气缸驱动下压紧块升降;
16、所述产品后端推进机构包括后推进块、后推进块升降驱动气缸和后推进块平移驱动气缸,通过后推进块升降驱动气缸推动所述后推进块升降,通过所述后推进块平移驱动气缸驱动所述后推进块平移。
17、本实用新型的有益效果是:
18、一、本实用新型可配合生产自动化设备实现产品多个面的锁付作业,提高效率,减少人力成本,提高效率可做到8-12s内完成锁付;且作业过程稳定,精度高可实现量产化;
19、二、结构优点,运用机械手灵活程度高,锁付范围广,能够适应不同的生产环境,视觉辅助定位系统、锁付装置等自主研发,保证锁付精度;
20、三、锁付装置结构紧凑、生产效率高,可实现快速更换枪头(即快换结构和套筒的统称),适应不同种类螺母,且共用程度高,灵活度高,高度符合生产要求。
21、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。
技术特征:
1.一种截止阀自动锁付生产线,其特征在于:包括输送线c、锁付工位a和锁付工位b,所述锁付工位a为锁付截止阀阀芯螺母机,锁付工位b为锁付截止阀阀管螺母机;
2.根据权利要求1所述的截止阀自动锁付生产线,其特征在于:所述阀芯螺母锁付装置包括第一快换套筒(201)、第一快换接头(202)、第一负压装置(203)、第一视觉定位装置(204)、第一滑台缓冲组件(205)和第一锁付动力机构(206),所述第一锁付动力机构安装于所述第一滑台缓冲组件,所述第一锁付动力机构的输出端安装第一快换结构(207),所述第一快换结构连接所述第一快换接头,所述第一快换接头的下端安装所述第一快换套筒,所述第一负压装置安装于所述第一快换接头的外周并与所述第一快换套筒的内部连通。
3.根据权利要求2所述的截止阀自动锁付生产线,其特征在于:所述第一快换结构包括圆筒(2071)、弹簧(2072)、套管(2073)和弹珠(2074),所述圆筒安装于所述锁付动力机构的输出端,所述弹簧套装于所述圆筒的下端的外周,所述套管套装于所述弹簧的外周,所述圆筒设有孔位(20711),所述第一快换接头的上端设有周向延伸的凹槽(2011),所述弹珠能够卡入所述凹槽和孔位;
4.根据权利要求1所述的截止阀自动锁付生产线,其特征在于:所述阀管螺母锁付装置包括第二快换套筒(401)、第二快换接头(402)、第二负压装置(403)、第二视觉定位装置(404)、第二滑台缓冲组件(405)和第二锁付动力机构(406),所述第二锁付动力机构安装于所述第二滑台缓冲组件,所述第二锁付动力机构的输出端安装第二快换结构(407),所述第二快换结构连接所述第二快换接头,所述第二快换接头的下端安装所述第二快换套筒,所述第二负压装置安装于所述第二快换接头的外周并与所述第二快换套筒的内部连通。
5.根据权利要求1所述的截止阀自动锁付生产线,其特征在于:所述定位装置包括工装前阻挡机构(701)和工装双侧限位机构(702);
6.根据权利要求1所述的截止阀自动锁付生产线,其特征在于:所述定位装置还包括产品双侧夹紧机构(703)、产品下压机构(704)和产品后端推进机构(705);
技术总结
本技术公开了一种截止阀自动锁付生产线,包括输送线C、锁付工位A和锁付工位B,输送线C设有定位装置,锁付截止阀阀芯螺母机包括阀芯螺母机械手、阀芯螺母锁付装置和阀芯螺母供料装置,阀芯螺母锁付装置安装于阀芯螺母机械手,通过阀芯螺母机械手驱动阀芯螺母锁付装置从阀芯螺母供料装置抓取阀芯螺母;锁付截止阀阀管螺母机包括阀管螺母机械手、阀管螺母锁付装置和阀管螺母供料装置,阀管螺母锁付装置安装于阀管螺母机械手,通过阀管螺母机械手驱动阀管螺母锁付装置从阀管螺母供料装置抓取阀管螺母。本技术可配合生产自动化设备实现产品多个面的锁付作业,提高效率,减少人力成本,且作业过程稳定,精度高可实现量产化。
技术研发人员:王海南,陈敏,佟林宇
受保护的技术使用者:昆山楷徽自动化科技有限公司
技术研发日:20230328
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!