一种电力铁附件自动焊接装置的制作方法
本技术涉及一种铁附件生产设备,具体为一种电力铁附件自动焊接装置。
背景技术:
1、电力铁附件是一种特殊的电力设备,主要用于连接电力线路中的电缆、电线、接头等,以保证电力线路的安全、可靠和高效运行。电力铁附件有多种类型,包括电力线夹、电力接头、电力支架、抱箍、拉线棒等。电力铁附件具有良好的耐腐蚀性、耐热性、耐绝缘性、耐磨性和耐用性,可以满足不同环境的要求,且具有结构简单、安装方便、操作简单、安全可靠等优点,是电力线路的重要组成部分。其中拉线棒是一种将拉线连接到地锚上的杆件,拉线棒一般由长直形的杆身和两端部的环形钩部组成,在生产拉线棒时,采用金属板原料,将金属板原料的杆身端部进行弯折180°形成环形的结构,在将折回的端部贴合在杆身上进行焊接。但是,目前生产过程较为繁琐耗时,需要先用折弯机进弯折,在转移至焊接工位上进行人工固定和焊接,劳动强度较大,且生产效率较低。
技术实现思路
1、本实用新型的目的是针对上述背景技术中存在的问题,提供一种电力铁附件自动焊接装置,通过多种驱动器件和特殊设计的结构,可以对金属板原料自动折弯并进行后续的焊接,提升生产效率,减轻工人劳动强度。
2、为了实现上述实用新型目的,本实用新型采用了以下技术方案:
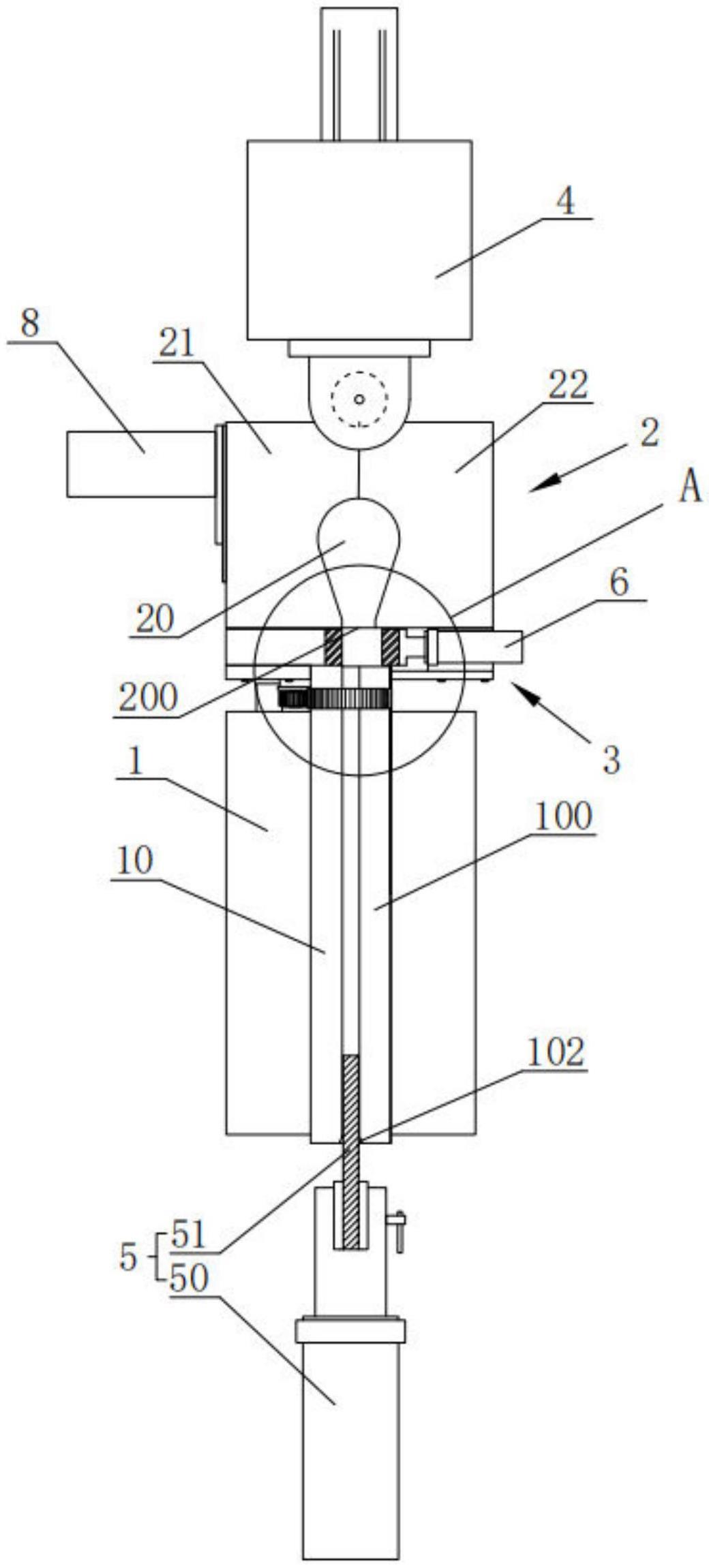
3、一种电力铁附件自动焊接装置,本自动焊接装置用于生产电力铁附件之拉线棒,所述拉线棒由直条形的金属板原料制成,本自动焊接装置包括推进台、折弯座、焊区压紧机构、伺服焊接头,还包括用于推动金属板原料在所述推进台中运动的第一驱动机构、用于驱动所述焊区压紧机构进行压紧动作的第二驱动机构,所述推进台中设有限位通道,限位通道两端部分别为推进口和推出口,所述折弯座设有折弯成型槽,折弯成型槽在折弯座外壁形成入口,推进台的推出口对准所述入口,所述焊区压紧机构位于推进台的推出口与折弯座的入口之间;第一驱动机构推动所述金属板原料经入口进入折弯成型槽,金属板原料端部经与折弯成型槽内壁挤压发生弯曲并回折直至从入口伸出,所述焊区压紧机构将金属板原料经折弯从入口伸出的部分压紧在金属板原料本体上形成待焊部,所述伺服焊接头可运行至所述待焊部上方对待焊部的缝隙进行焊接。
4、进一步优选地,焊区压紧机构包括第一侧压板和第二侧压板,第一侧压板和第二侧压板分别位于所述入口两侧,第二驱动机构包括伺服液压缸ⅱ,第一侧压板和/或第二侧压板连接有伺服液压缸ⅱ,伺服液压缸ⅱ运行驱动第一侧压板和第二侧压板相对运动。
5、进一步优选地,第一侧压板固定设置在推进台的推出口与折弯座的入口之间,所述第二侧压板连接至伺服液压缸ⅱ的活塞杆,伺服液压缸ⅱ仅控制第二侧压板的推进和后退动作。
6、进一步优选地,推进台设有旋转座,所述旋转座整体呈圆柱状,旋转座仅绕自身轴心方向旋转,所述限位通道设置于旋转座中,限位通道沿旋转座轴心贯穿至旋转座两端部,且限位通道在旋转座侧壁形成用于置入金属板原料的缺口;还设有用于控制所述旋转座旋转的第三驱动机构,第三驱动机构带动金属板原料在0-180°范围同步旋转。
7、进一步优选地,第一侧压板与旋转座相对固定连接,仅第二侧压板连接有伺服液压缸ⅱ,所述伺服液压缸ⅱ也与旋转座相对固定连接,第一侧压板和第二侧压板分别位于所述推出口两侧,旋转座带动金属板原料以及第一侧压板、伺服液压缸ⅱ、第二侧压板同步旋转。
8、进一步优选地,折弯座包括第一半座、第二半座和第四驱动机构,第一半座和第二半座之间设有丝杠传动结构,第一半座和第二半座通过丝杠传动结构可相对分离对接,所述折弯成型槽分成两个部分分别位于第一半座和第二半座中,第一半座和第二半座对接后共同形成折弯成型槽,折弯后的金属板原料在第一半座和第二半座分离后脱离折弯成型槽。
9、进一步优选地,第一驱动机构包括伺服液压缸ⅰ和推杆,推杆连接伺服液压缸ⅰ的活塞杆,推杆可由推进口插入所述限位通道中。
10、进一步优选地,第三驱动机构包括伺服电机和主动齿轮,主动齿轮连接伺服电机的转轴;所述旋转座侧壁设有外齿轮,外齿轮包括固定部和开合部,所述固定部固定于旋转座侧壁,所述开合部跨越旋转座的缺口设置,开合部一端与固定部可分离对接,开合部一端旋转设置在旋转座侧壁,开合部与固定部对接后形成连续的外齿轮,外齿轮与主动齿轮啮合连接。
11、与现有技术相比,采用了上述技术方案的电力铁附件自动焊接装置,具有如下有益效果:
12、一、通过本装置可以将金属板原料的折弯和焊接工序进行一体化,在自动化折弯后通过焊区压紧机构形成预备状态的待焊部,通过伺服焊接头进行自动化焊接,无需折弯工序到焊接工序的转移过程,无需手工固定待焊件,无需工人手动焊接,有效减轻工人劳动强度,提成拉线棒的生产效率。
13、二、在完成对折弯后金属板原料一侧的焊接后,通过启动第三驱动机构可以控制旋转座、焊区压紧机构以及金属板原料同步旋转180°,使得待焊部的另一侧朝向伺服焊接头以便进行该侧的焊接,无需人工对金属板原料进行反面和再次固定,可以自动完成两侧的焊接,提升焊接效率。
技术特征:
1.一种电力铁附件自动焊接装置,本自动焊接装置用于生产电力铁附件之拉线棒,所述拉线棒由直条形的金属板原料(9)制成,其特征在于:包括推进台(1)、折弯座(2)、焊区压紧机构(3)、伺服焊接头(4),还包括用于推动金属板原料(9)在所述推进台(1)中运动的第一驱动机构(5)、用于驱动所述焊区压紧机构(3)进行压紧动作的第二驱动机构,所述推进台(1)中设有限位通道(100),限位通道(100)两端部分别为推进口(101)和推出口(102),所述折弯座(2)设有折弯成型槽(20),折弯成型槽(20)在折弯座(2)外壁形成入口,推进台(1)的推出口(102)对准所述入口,所述焊区压紧机构(3)位于推进台(1)的推出口(102)与折弯座(2)的入口之间;第一驱动机构(5)推动所述金属板原料(9)经入口进入折弯成型槽(20),金属板原料(9)端部经与折弯成型槽(20)内壁挤压发生弯曲并回折直至从入口伸出,所述焊区压紧机构(3)将金属板原料(9)经折弯从入口伸出的部分压紧在金属板原料(9)本体上形成待焊部(90),所述伺服焊接头(4)可运行至所述待焊部(90)上方对待焊部(90)的缝隙进行焊接。
2.根据权利要求1所述的电力铁附件自动焊接装置,其特征在于:所述焊区压紧机构(3)包括第一侧压板(31)和第二侧压板(32),第一侧压板(31)和第二侧压板(32)分别位于所述入口两侧,第二驱动机构包括伺服液压缸ⅱ(6),第一侧压板(31)和/或第二侧压板(32)连接有伺服液压缸ⅱ(6),伺服液压缸ⅱ(6)运行驱动第一侧压板(31)和第二侧压板(32)相对运动。
3.根据权利要求2所述的电力铁附件自动焊接装置,其特征在于:所述第一侧压板(31)固定设置在推进台(1)的推出口(102)与折弯座(2)的入口之间,所述第二侧压板(32)连接至伺服液压缸ⅱ(6)的活塞杆,伺服液压缸ⅱ(6)仅控制第二侧压板(32)的推进和后退动作。
4.根据权利要求2所述的电力铁附件自动焊接装置,其特征在于:所述推进台(1)设有旋转座(10),所述旋转座(10)整体呈圆柱状,旋转座(10)仅绕自身轴心方向旋转,所述限位通道(100)设置于旋转座(10)中,限位通道(100)沿旋转座(10)轴心贯穿至旋转座(10)两端部,且限位通道(100)在旋转座(10)侧壁形成用于置入金属板原料(9)的缺口;还设有用于控制所述旋转座(10)旋转的第三驱动机构(7),第三驱动机构(7)带动金属板原料(9)在0-180°范围同步旋转。
5.根据权利要求4所述的电力铁附件自动焊接装置,其特征在于:所述第一侧压板(31)与旋转座(10)相对固定连接,仅第二侧压板(32)连接有伺服液压缸ⅱ(6),所述伺服液压缸ⅱ(6)也与旋转座(10)相对固定连接,第一侧压板(31)和第二侧压板(32)分别位于所述推出口(102)两侧,旋转座(10)带动金属板原料(9)、以及第一侧压板(31)、伺服液压缸ⅱ(6)、第二侧压板(32)同步旋转。
6.根据权利要求5所述的电力铁附件自动焊接装置,其特征在于:所述折弯座(2)包括第一半座(21)、第二半座(22)和第四驱动机构,第一半座(21)和第二半座(22)之间设有丝杠传动结构(23),第一半座(21)和第二半座(22)通过丝杠传动结构(23)可相对分离对接,所述折弯成型槽(20)分成两个部分分别位于第一半座(21)和第二半座(22)中,第一半座(21)和第二半座(22)对接后共同形成折弯成型槽(20),折弯后的金属板原料(9)在第一半座(21)和第二半座(22)分离后脱离折弯成型槽(20)。
7.根据权利要求1所述的电力铁附件自动焊接装置,其特征在于:所述第一驱动机构(5)包括伺服液压缸ⅰ(50)和推杆(51),推杆(51)连接伺服液压缸ⅰ(50)的活塞杆,推杆(51)可由推进口(101)插入所述限位通道(100)中。
8.根据权利要求4或5所述的电力铁附件自动焊接装置,其特征在于:所述第三驱动机构(7)包括伺服电机和主动齿轮(71),主动齿轮(71)连接伺服电机的转轴;所述旋转座(10)侧壁设有外齿轮(11),外齿轮(11)包括固定部(110)和开合部(111),所述固定部(110)固定于旋转座(10)侧壁,所述开合部(111)跨越旋转座(10)的缺口设置,开合部(111)一端与固定部(110)可分离对接,开合部(111)一端旋转设置在旋转座(10)侧壁,开合部(111)与固定部(110)对接后形成连续的外齿轮(11),外齿轮(11)与主动齿轮(71)啮合连接。
技术总结
本技术公开了一种电力铁附件自动焊接装置,通过多种驱动器件和特殊设计的结构,可以对金属板原料自动折弯并进行后续的焊接,本装置包括推进台、折弯座、焊区压紧机构、伺服焊接头,还包括用于推动金属板原料以及用于驱动焊区压紧机构的驱动机构,推进台中设有限位通道,限位通道两端部分别为推进口和推出口,折弯座设有折弯成型槽,折弯成型槽在折弯座外壁形成入口,推进台的推出口对准入口,焊区压紧机构位于推进台的推出口与折弯座的入口之间;金属板原料经入口进入折弯成型槽,金属板原料端部经与折弯成型槽内壁挤压发生弯曲并回折直至从入口伸出,焊区压紧机构继而将伸出部分压紧在金属板原料本体以便后续伺服焊接头进行焊接。
技术研发人员:王磊
受保护的技术使用者:江苏恒康电力科技有限公司
技术研发日:20230328
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!